



خدمات









گروه صنعتی ملکی از سال 1350 تا کنون
اعتماد امروز حاصل سال ها مردم داریست
اولین و بزرگترین خدمات لیزر آنلاین در ایران بدون نیاز به حضور مشتری
با کادری مجرب و حرفهای
ارسال به تمام نقاط کشور
چرا ما؟
تهیه متریال
گروه صنعتی ملکی به دلیل موقعیت جا و مکانی مناسب که در نزدیکی بازار استیل و بازار آهن قرار دارد توانایی تهیه مواد و متریال مورد نیاز صنعت شیت متال را دارد.
قیمت مناسب
ما با بهره گیری از دستگاههای نسل قدیم و جدید لیزر ( Co2 و Fiber ) قادر به ارائه قیمت مناسب هستیم
زمان بندی
ما با بهره گیری از چندین دستگاه قادر به تولید قطعات شما در کوتاه ترین زمان ممکن هستیم
کیفیت عالی
با داشتن تجهیزات روز دنیا کیفیت کار شما را ضمانت میکنیم
طراحی
تسلط بر نرم افزارهای Autocad و Solidworks -تسلط کامل بر نرم افزارهای مهندسی و Nesting
گروه صنعتی ملکی با بهره گیری از 3 کارخانه مجهز به دستگاههای cnc لیزر ، واترجت و پلاسما،خمکاری NC و جوش آرگون و CO2 واقع در تهران خیابان فتح 11 و شهر قدس شهرک صنعتی زاگرس درخواست مشتریان را در کوتاهترین زمان انجام دهد.
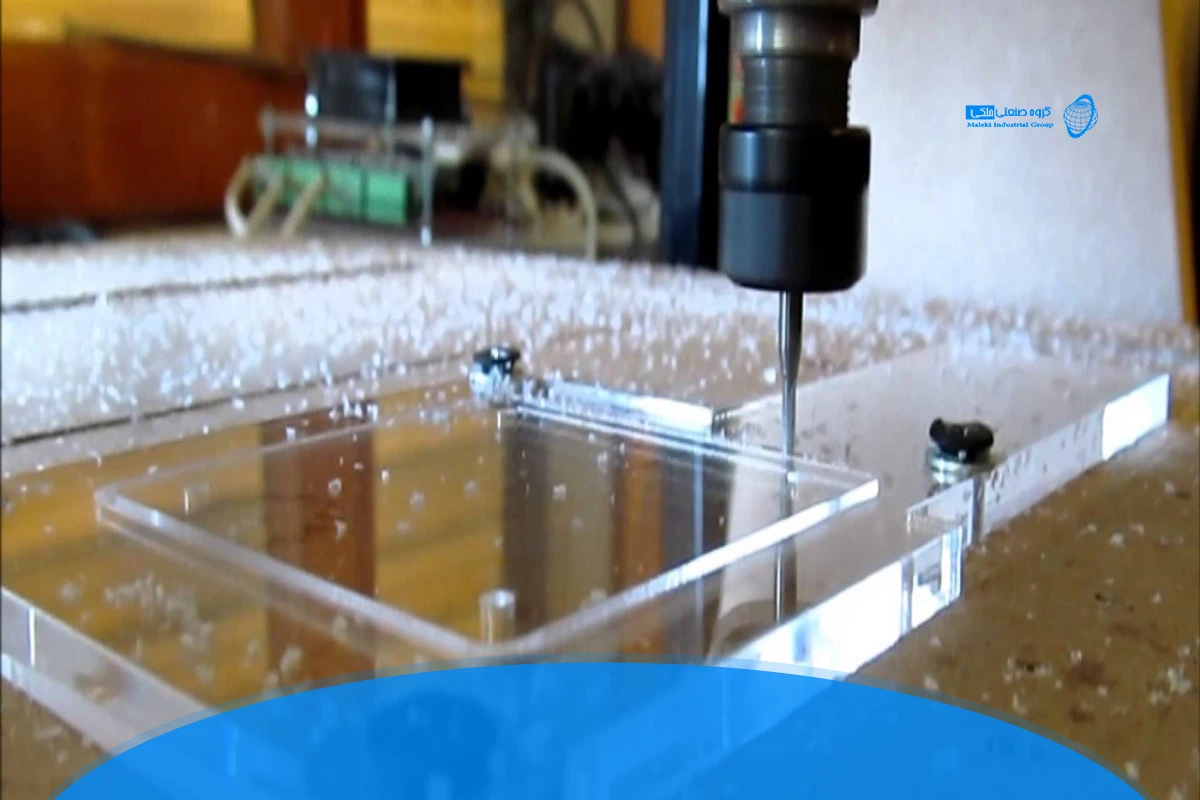
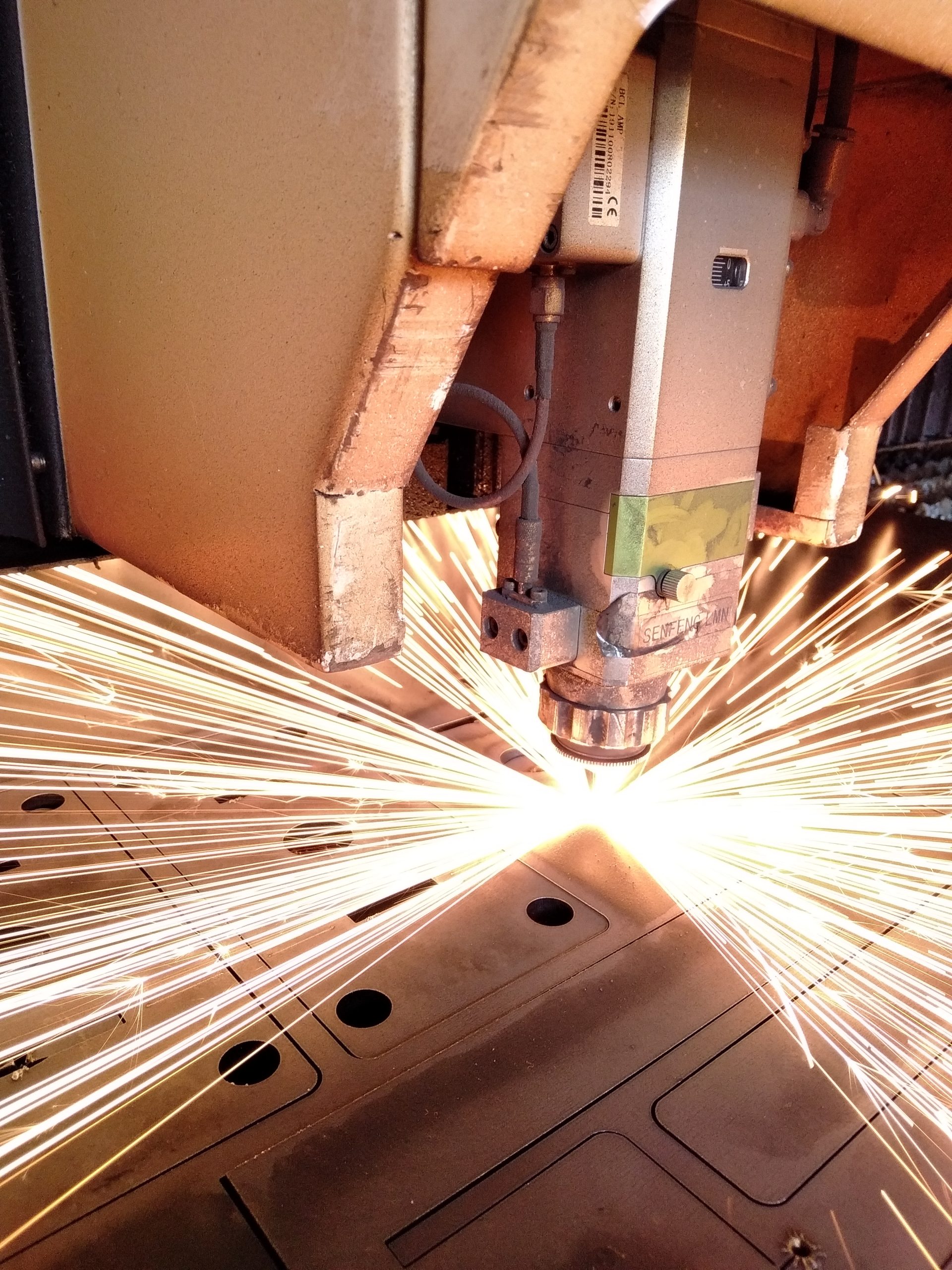
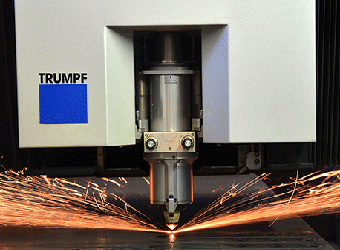
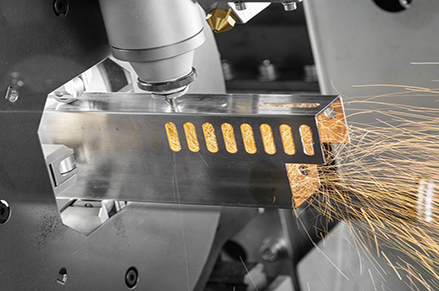
در برش cnc لیزر فرآیندهای برش نسبت به جنس ورق متفاوت است. در برش لیزر آهن گاز مورد استفاده برای برش اکسیژن است. در برش لیزر استیل و آلومینیوم گاز نیتروژن مورد استفاده قرار میگیرد. البته در بعضی مواقع و به درخواست مشتری به دلیل هزینههای کمتر ورقهای استیل با گاز اکسیژن بریده میشود.)
قیمت برش لیزری فلزات به جنس، ضخامت و نقشه بستگی دارد که بعد از دریافت نقشه از مشتری و محاسبه محیط برش آن قیمت دقیق به مشتری اعلام میگردد.
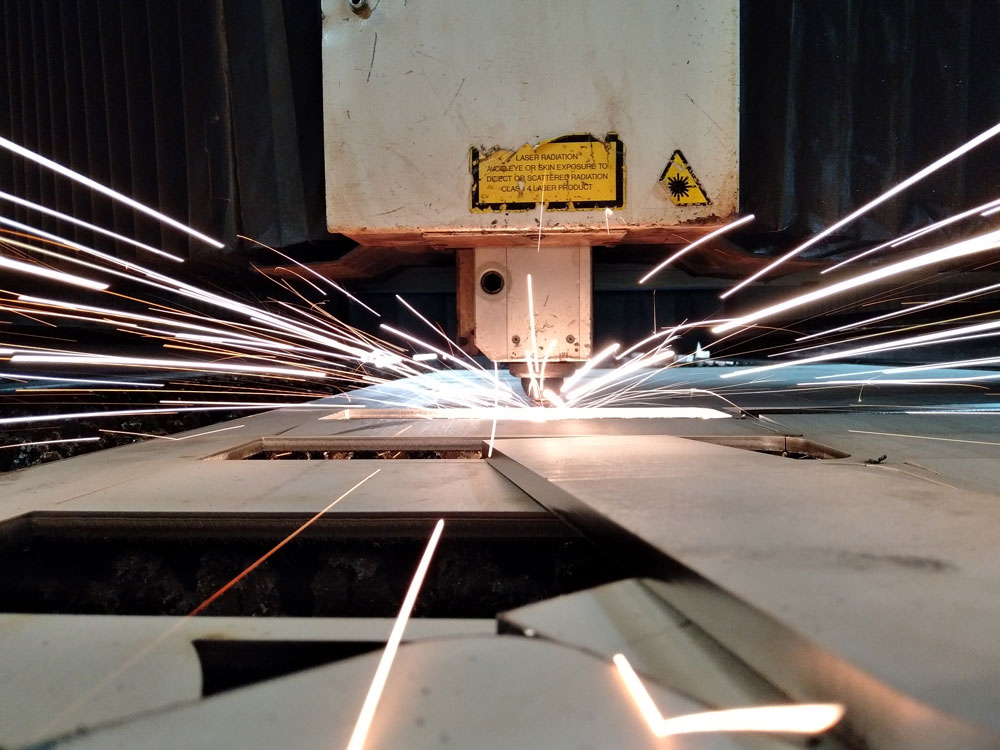
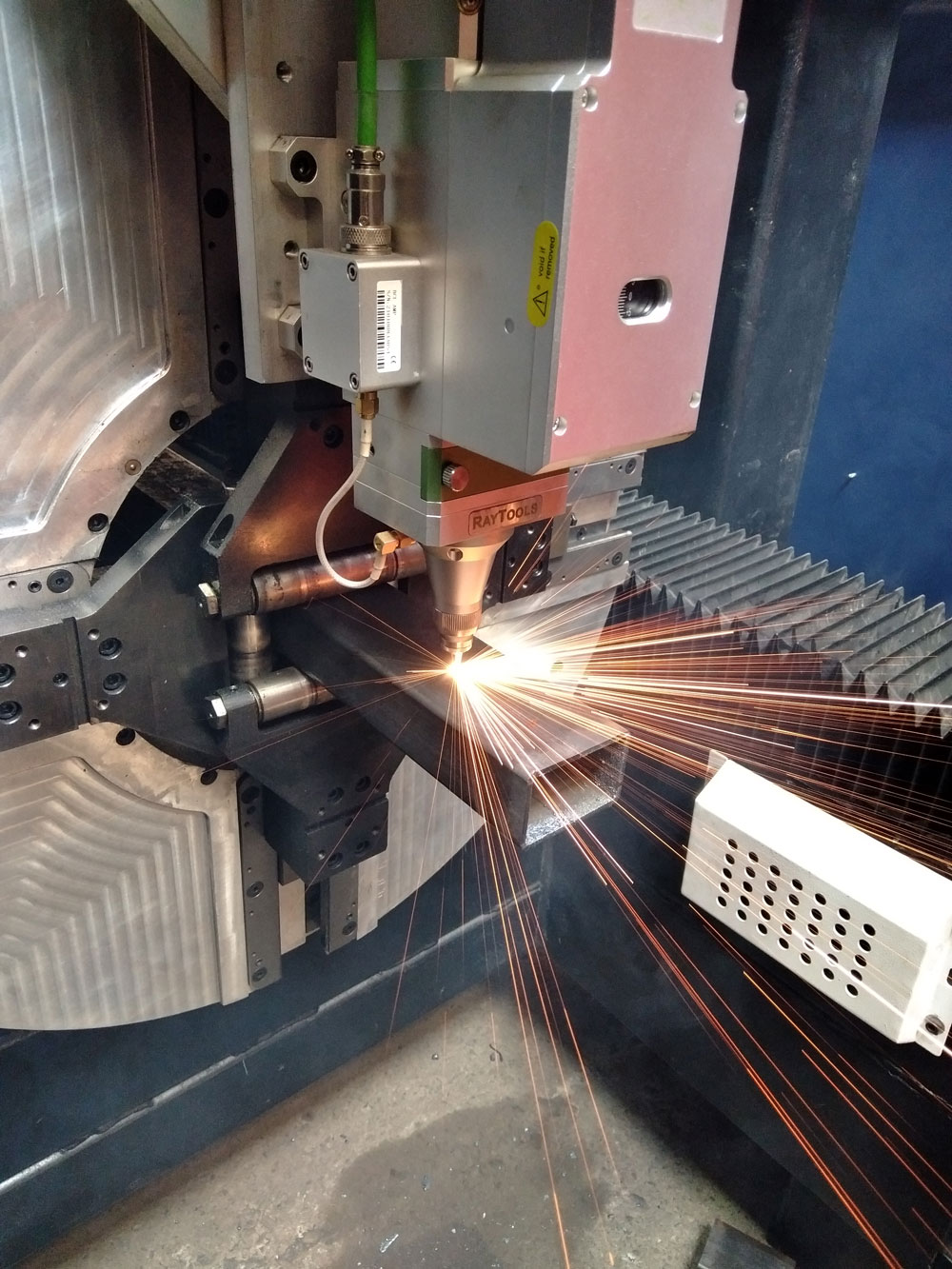
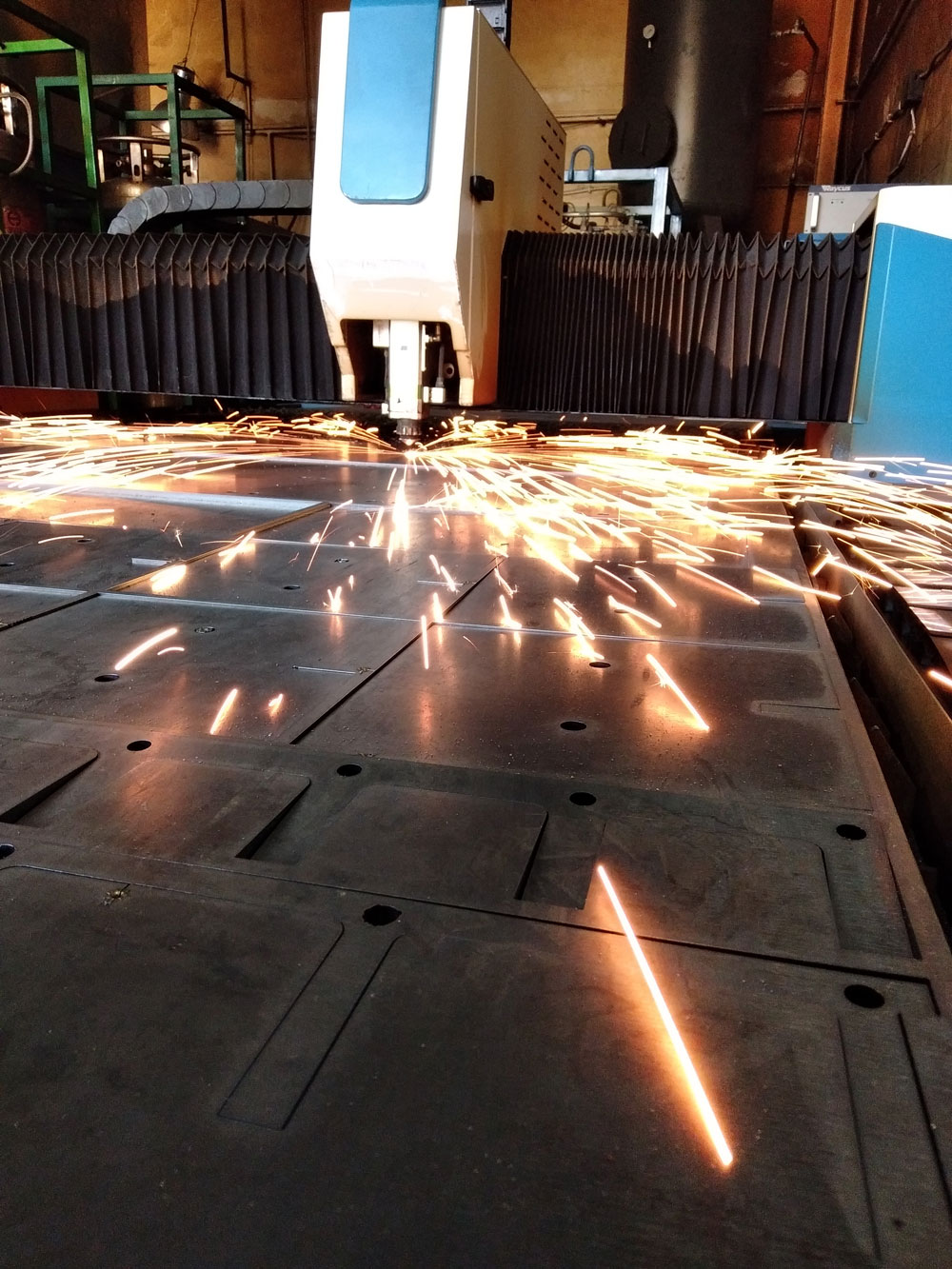
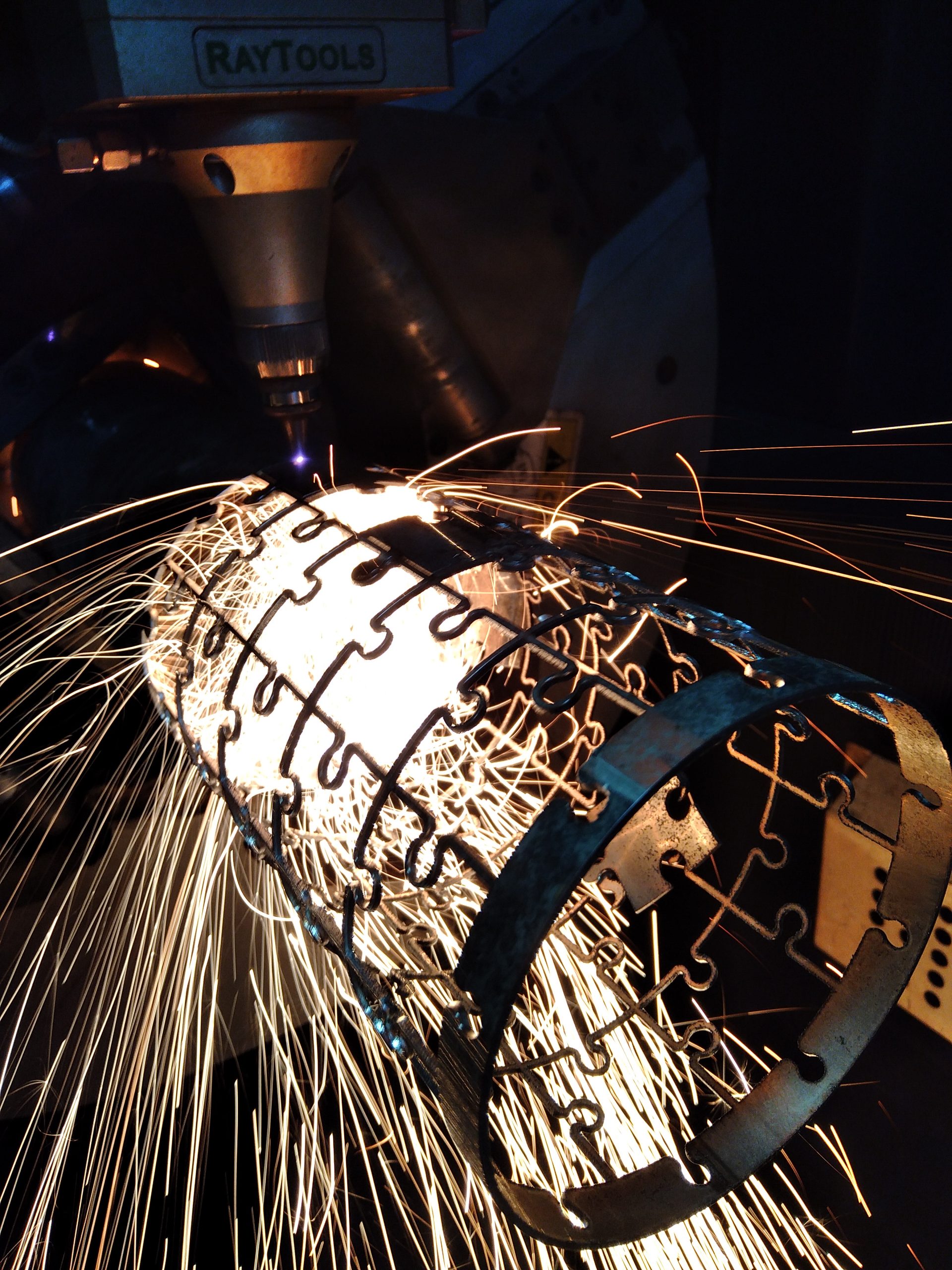
خدمات برش لیزر به عنوان یکی از پیشرفته ترین روش های برشکاری فلزات، نقش مهمی در بسیاری از صنایع دارد. ترکیب دقت، سرعت و امکان اجرای طرح های پیچیده باعث شده این روش به یک استاندارد صنعتی تبدیل شود. مجموعه آجین cnc با بهره گیری از دستگاه های مدرن و اپراتورهای متخصص، خدمات برش cnc لیزر را با کیفیتی ارائه می دهد که برای تولید قطعات دقیق و پروژه های صنعتی کاملا قابل اعتماد است.
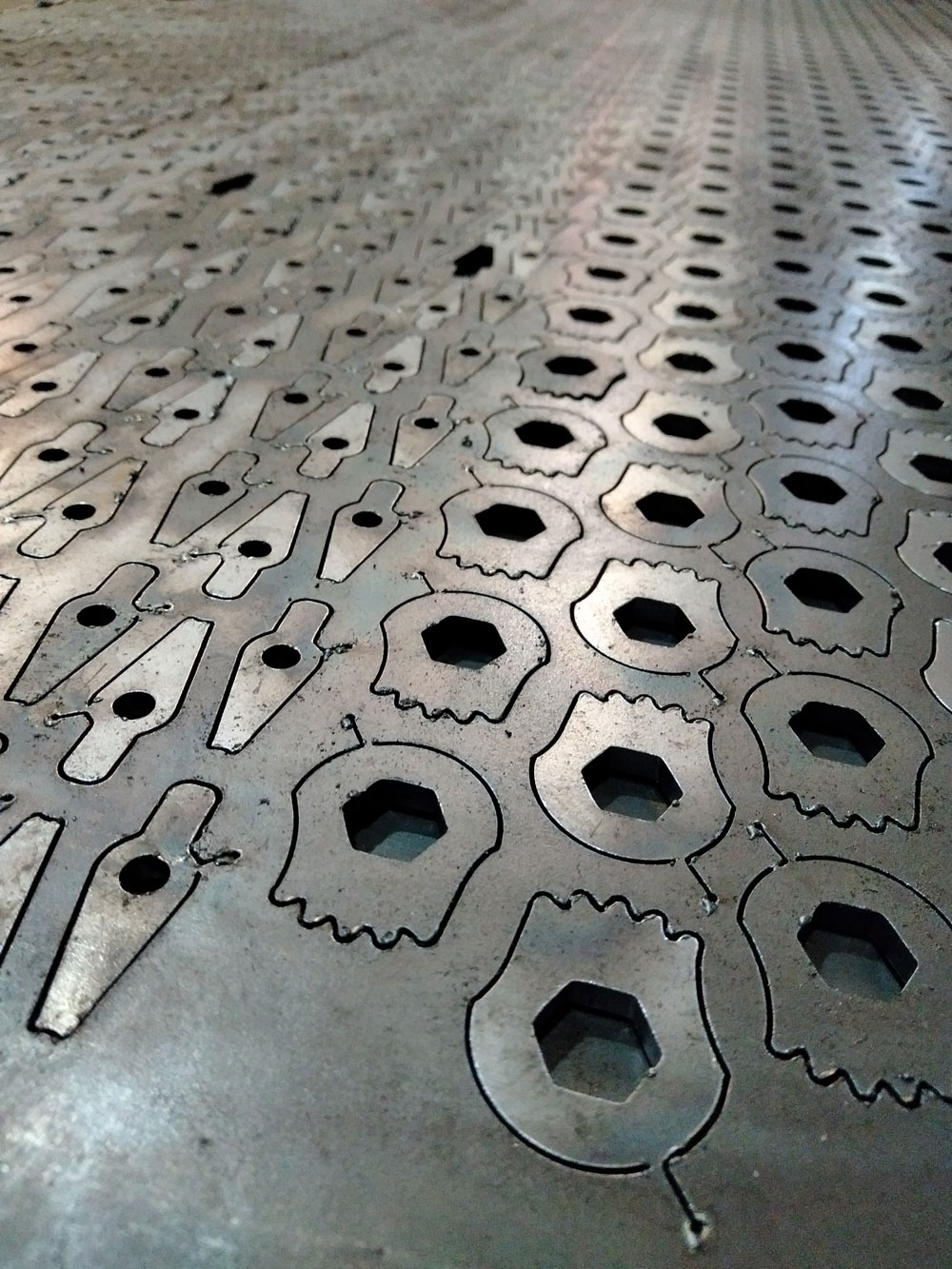
برش لیزر روشی است که در آن یک پرتو نور متمرکز و بسیار قوی سطح فلز را ذوب کرده و مسیر برش را ایجاد می کند. این روش بدون تماس مستقیم انجام می شود و همین موضوع باعث می شود سطح قطعه آسیب نبیند و لبه های برش کاملا صاف و تمیز باشند. دستگاه های برش cnc لیزر می توانند طرح های پیچیده را با دقت بالا اجرا کنند و همین ویژگی در پروژه هایی که نیاز به جزئیات دقیق دارند اهمیت زیادی دارد.
استفاده از این فناوری باعث کاهش خطا، افزایش سرعت تولید و کاهش هزینه های اضافی می شود؛ زیرا عدم تماس تیغه با قطعه، فرسایش ابزار را به حداقل می رساند. به همین دلیل بسیاری از صنایع بزرگ و کوچک ترجیح می دهند بخش های مهم پروژه را با لیزر برش دهند.
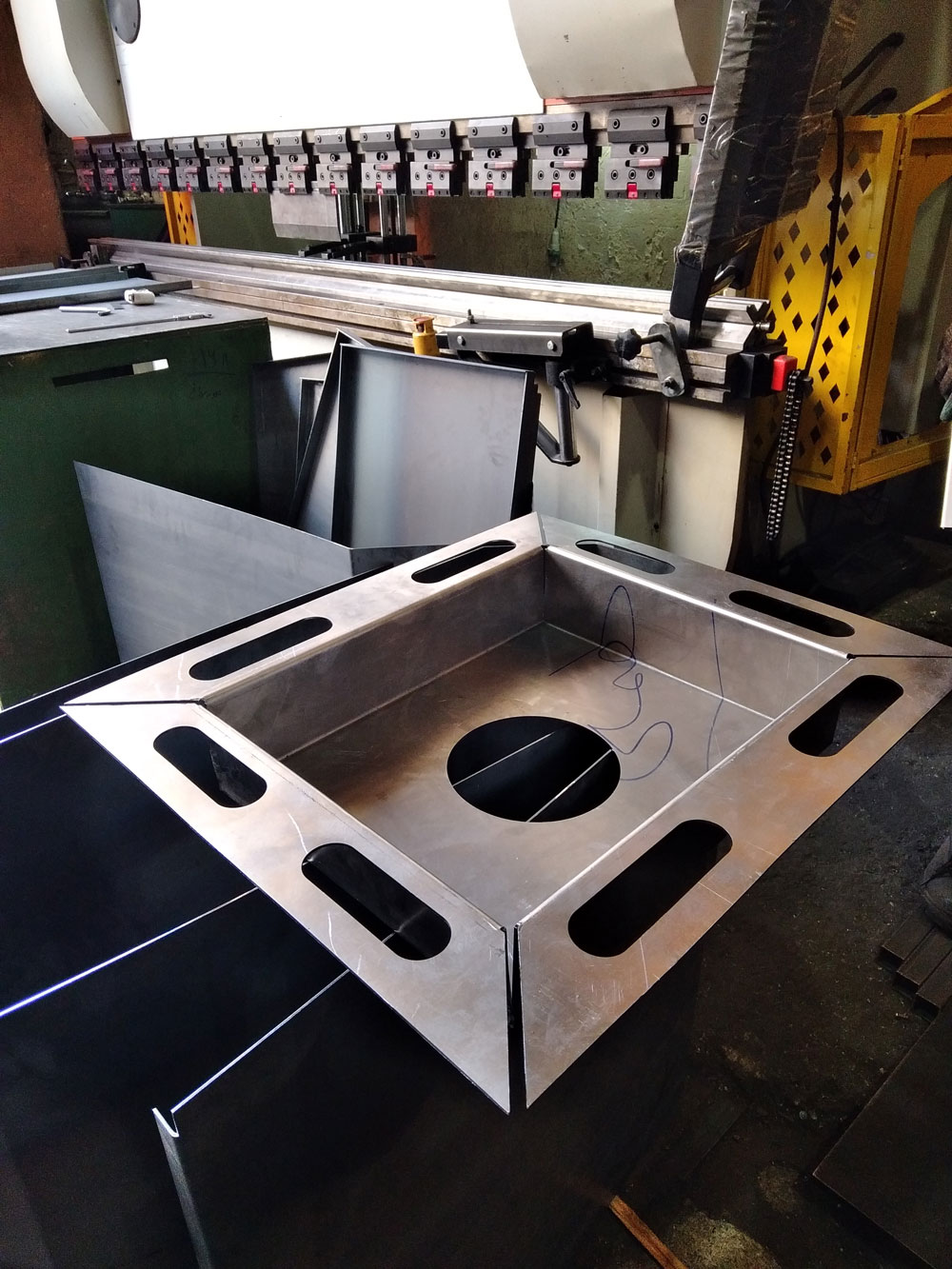
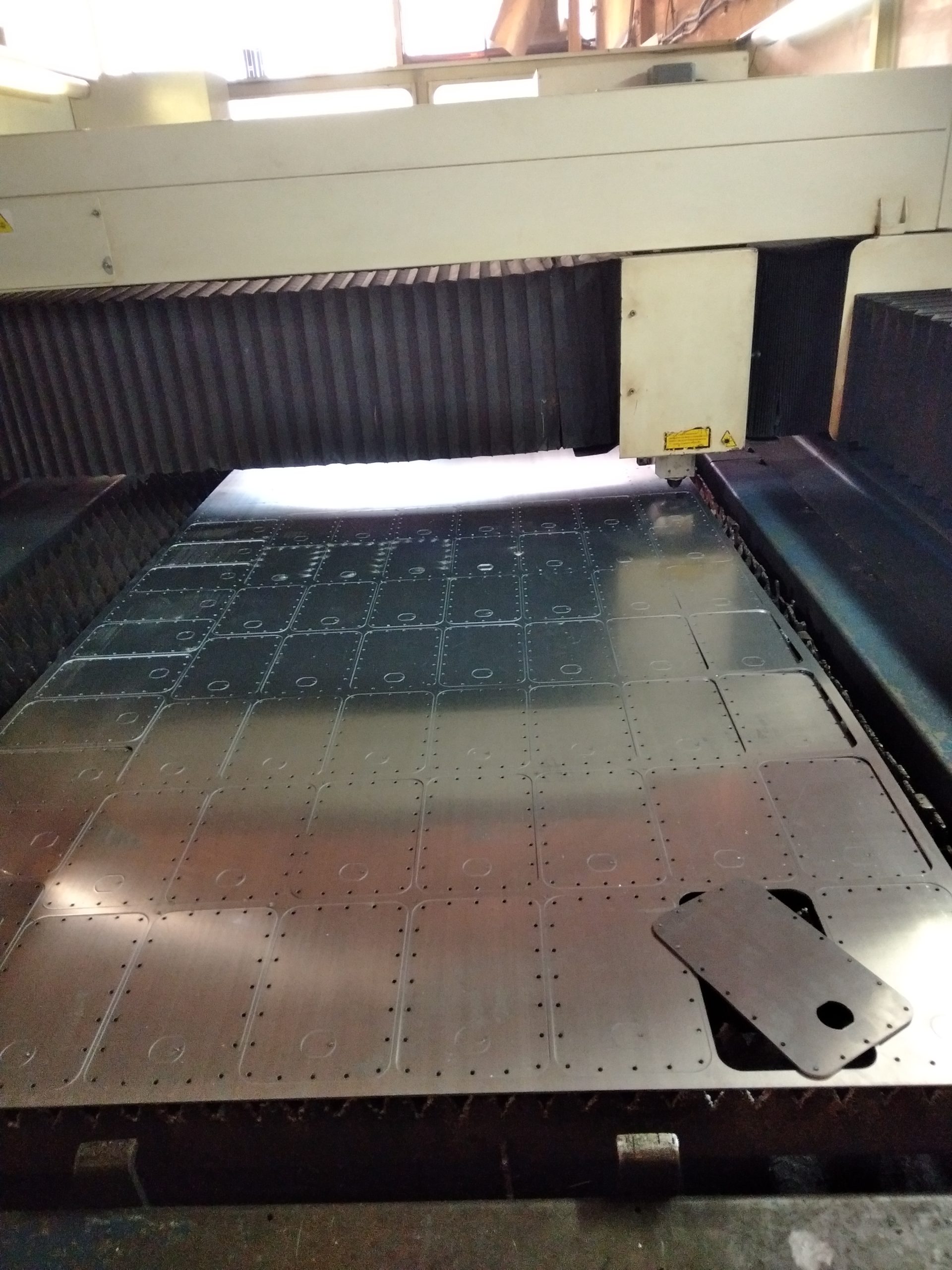
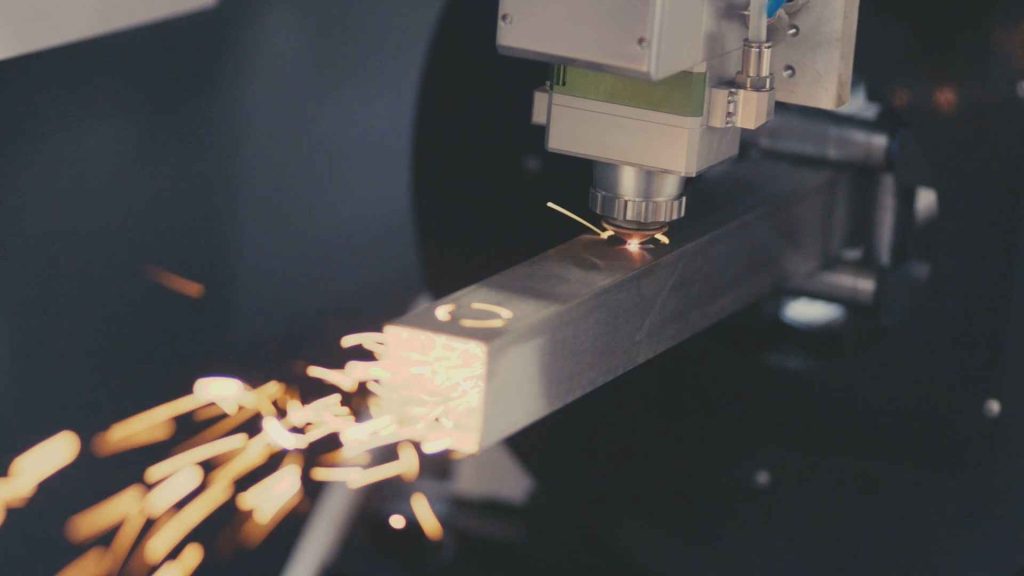
در مجموعه آجین cnc خدمات برش لیزر به گونه ای ارائه می شود که طیف وسیعی از نیازهای مشتریان را پوشش دهد. مهم ترین خدمات این مجموعه شامل برش لیزر ورق های فلزی در ضخامت های مختلف، اجرای طرح های سفارشی و برش پروفیل است. دستگاه ها قابلیت برش طرح های ساده تا پیچیده را دارند و این موضوع باعث شده مجموعه برای پروژه های مهندسی و صنعتی گزینه مناسبی باشد.
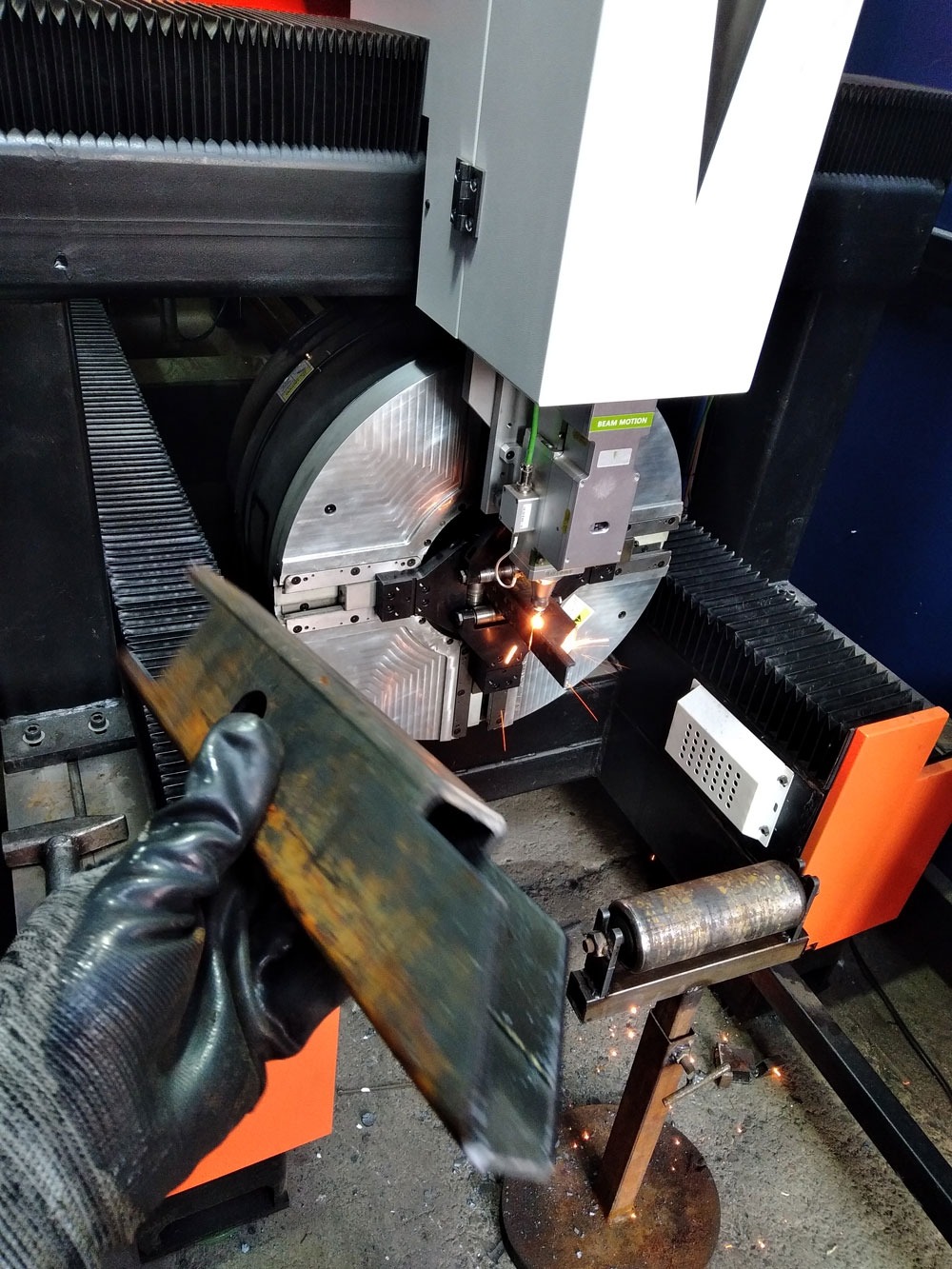
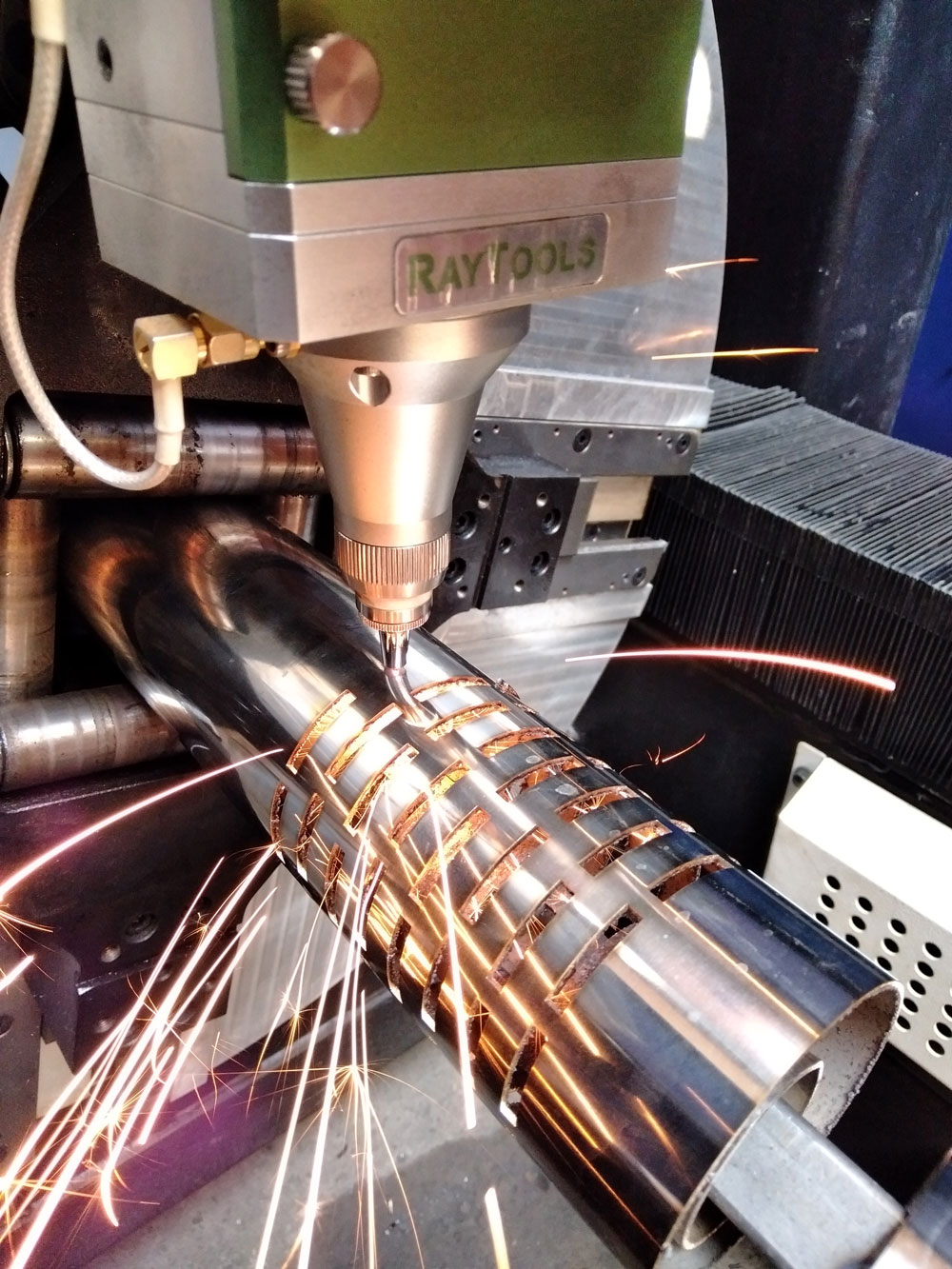
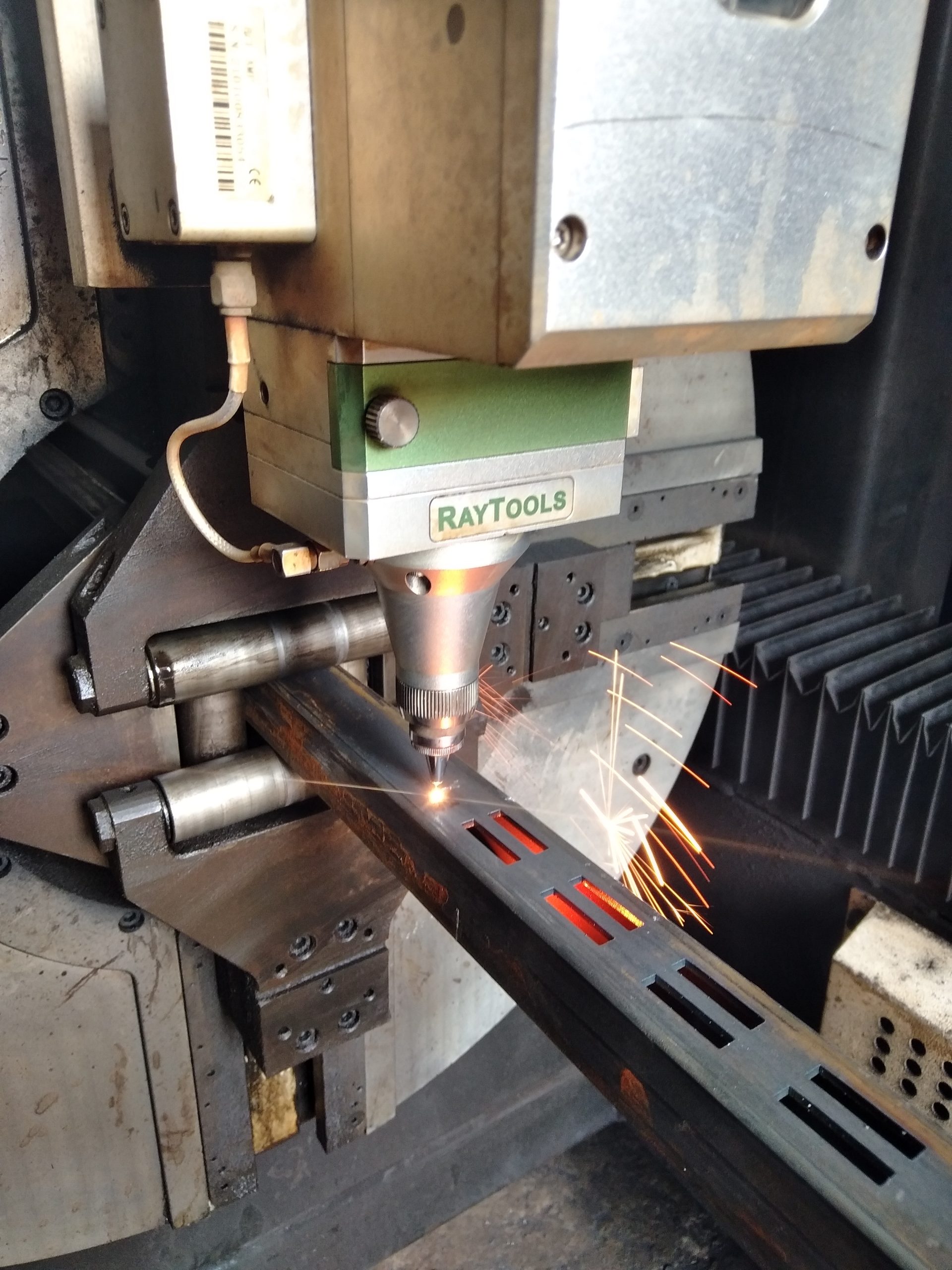
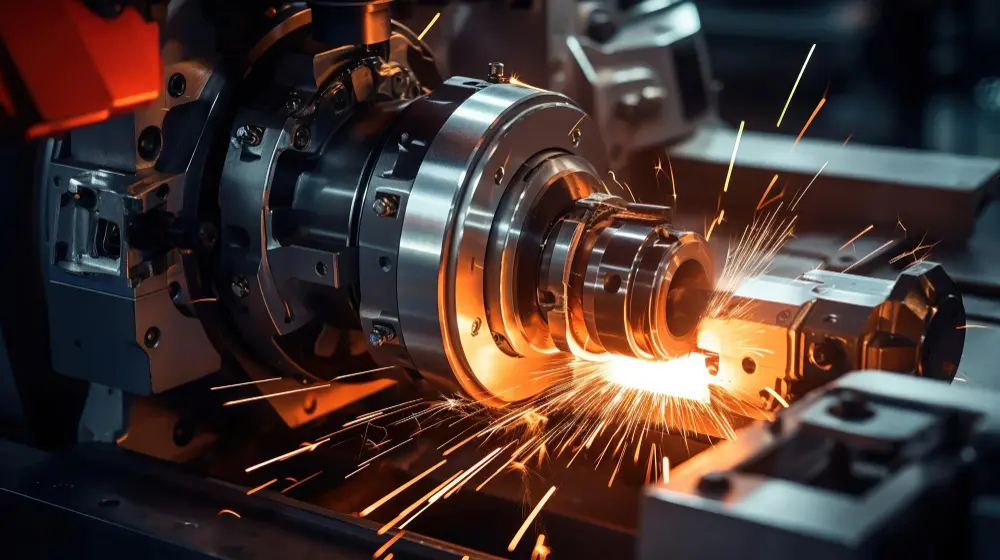
برش لیزر پروفیل یکی از بخش های مهم خدمات این مجموعه محسوب می شود. این کار به دلیل شکل خاص پروفیل نیاز به دقت بالا دارد و اپراتور باید دستگاه را به گونه ای تنظیم کند که برش در تمام مسیر یکنواخت باشد. آجین cnc این خدمات را با کیفیتی ارائه می دهد که نتیجه نهایی بدون نقص قابل استفاده باشد.
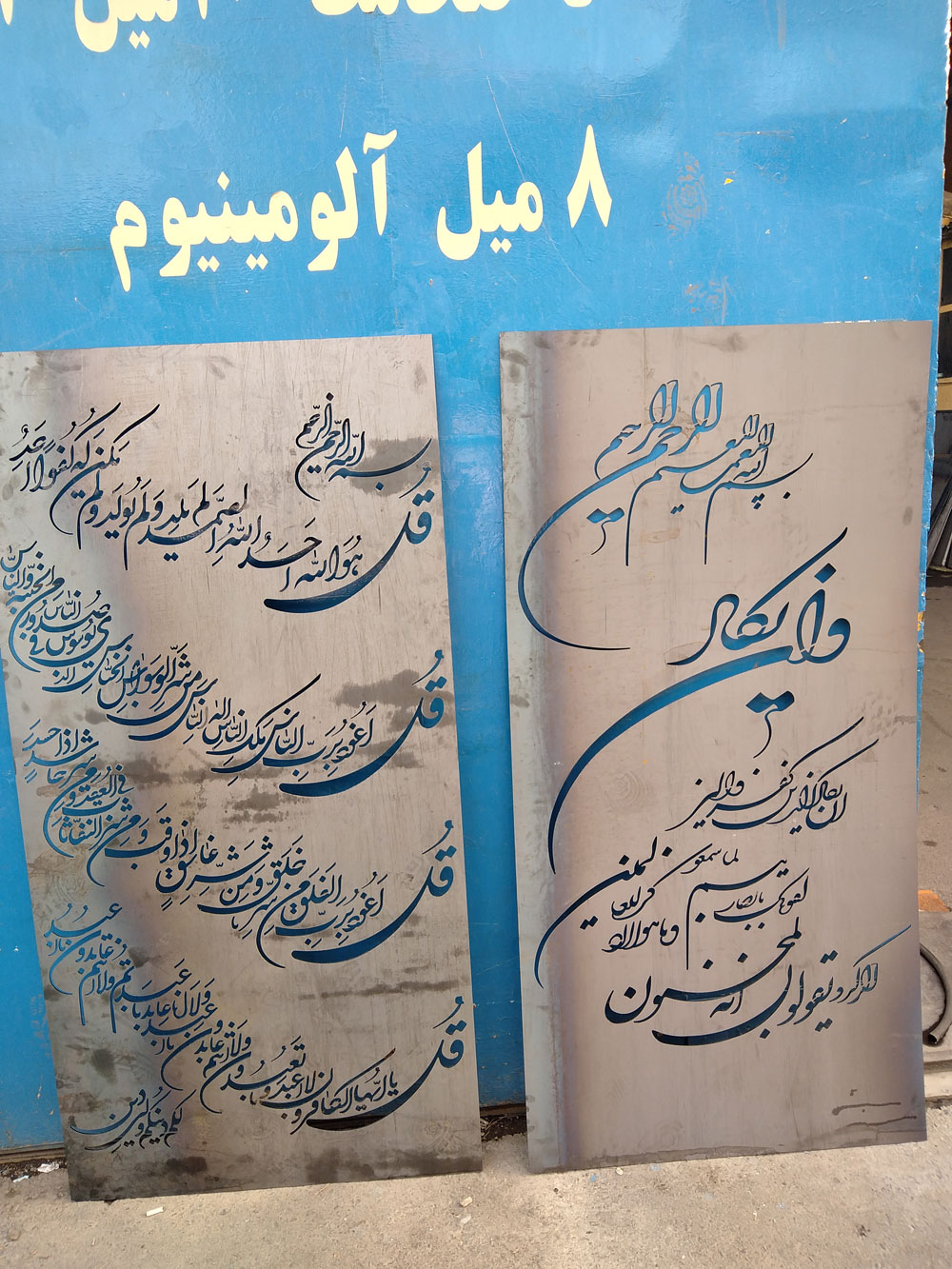
برش لیزر در صنایع گوناگون مانند ساخت سازه های فلزی، تولید قطعات صنعتی، تابلوسازی، پروژه های دکوراتیو و ماشین سازی جایگاه ویژه ای دارد. این روش امکان اجرای طرح های دقیق را فراهم می کند و در پروژه هایی که زیبایی ظاهر و کیفیت برش اهمیت دارد، بهترین انتخاب است. صنعت ساختمان نیز از جمله حوزه هایی است که به شکل گسترده از خدمات برش cnc لیزر بهره می برد، زیرا بسیاری از قطعات فلزی مورد استفاده در نما، فریم و سازه ها با همین روش تولید می شوند.
قیمت خدمات برش لیزر بر اساس عواملی مانند ضخامت ورق، جنس متریال، پیچیدگی طرح، طول مسیر برش و تعداد قطعات تعیین می شود. هرچه طرح پیچیده تر یا ضخامت ورق بیشتر باشد، زمان بیشتری صرف برش می شود و همین موضوع در هزینه تاثیر می گذارد. برش لیزر پروفیل نیز به دلیل نوع کار، معیارهای متفاوتی برای قیمت گذاری دارد. بهترین روش برای اطلاع از هزینه دقیق، دریافت استعلام از مجموعه هایی مانند آجین cnc است که قیمت را براساس مشخصات واقعی محاسبه می کنند.
آجین cnc با استفاده از دستگاه های مدرن و تیم متخصص، خدمات برش لیزر را با دقت بالا و کیفیت ثابت ارائه می دهد. تحویل به موقع سفارش ها، توانایی انجام پروژه های تیراژ بالا، اجرای طرح های پیچیده و حفظ کیفیت در تمام مراحل از ویژگی های این مجموعه است. علاوه بر این، نظارت دقیق در طول کار باعث می شود قطعات با کمترین میزان خطا و کاملا مطابق نیاز مشتری تحویل داده شوند.
سخن پایانی
خدمات برش لیزر یکی از مهم ترین مراحل تولید قطعات فلزی در صنایع مختلف است. دقت بالای این روش، سرعت مناسب و توانایی اجرای طرح های پیچیده باعث شده به یک استاندارد صنعتی تبدیل شود. مجموعه آجین cnc با ارائه خدمات برش cnc لیزر، شرایطی فراهم کرده تا مشتریان بتوانند قطعات مورد نیاز خود را با کیفیت بالا، برش دقیق و در زمان مناسب دریافت کنند. استفاده از دستگاه های مدرن و تجربه اپراتورها، این مجموعه را به گزینه ای مطمئن برای پروژه های صنعتی و تخصصی تبدیل کرده است.
سوالات متداول
بله، دستگاه های قدرتمند امکان برش ورق های ضخیم را دارند، اما نوع متریال نیز تاثیرگذار است.
بله، فایل های دیجیتال با دقت بالا روی قطعه پیاده سازی می شوند.
بر اساس جنس، ضخامت، طرح و تعداد قطعات تعیین می شود.
بسته به حجم کار متفاوت است، اما آجین cnc سفارش ها را در زمان تعیین شده تحویل می دهد.