



خدمات







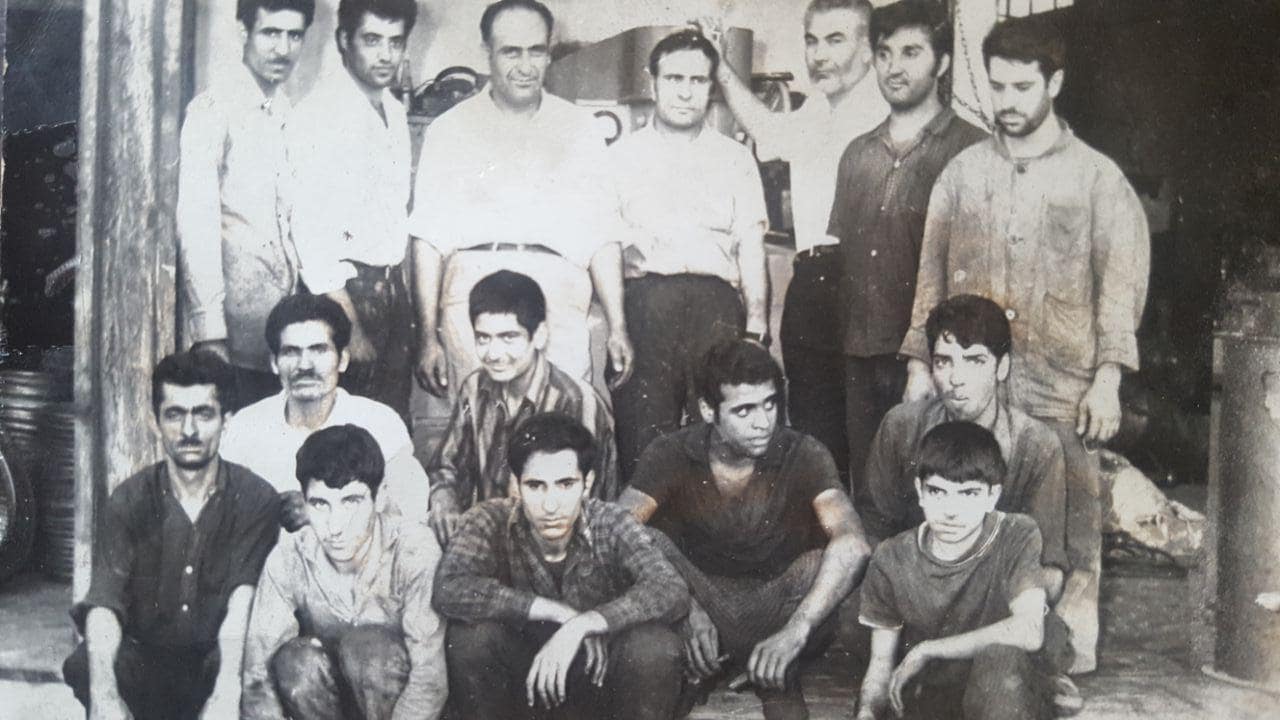
































گروه صنعتی ملکی از سال 1350 تا کنون
اعتماد امروز حاصل سال ها مردم داریست
اولین و بزرگترین خدمات لیزر آنلاین در ایران بدون نیاز به حضور مشتری
با کادری مجرب و حرفهای
ارسال به تمام نقاط کشور
چرا ما؟
تهیه متریال
گروه صنعتی ملکی به دلیل موقعیت جا و مکانی مناسب که در نزدیکی بازار استیل و بازار آهن قرار دارد توانایی تهیه مواد و متریال مورد نیاز صنعت شیت متال را دارد.
قیمت مناسب
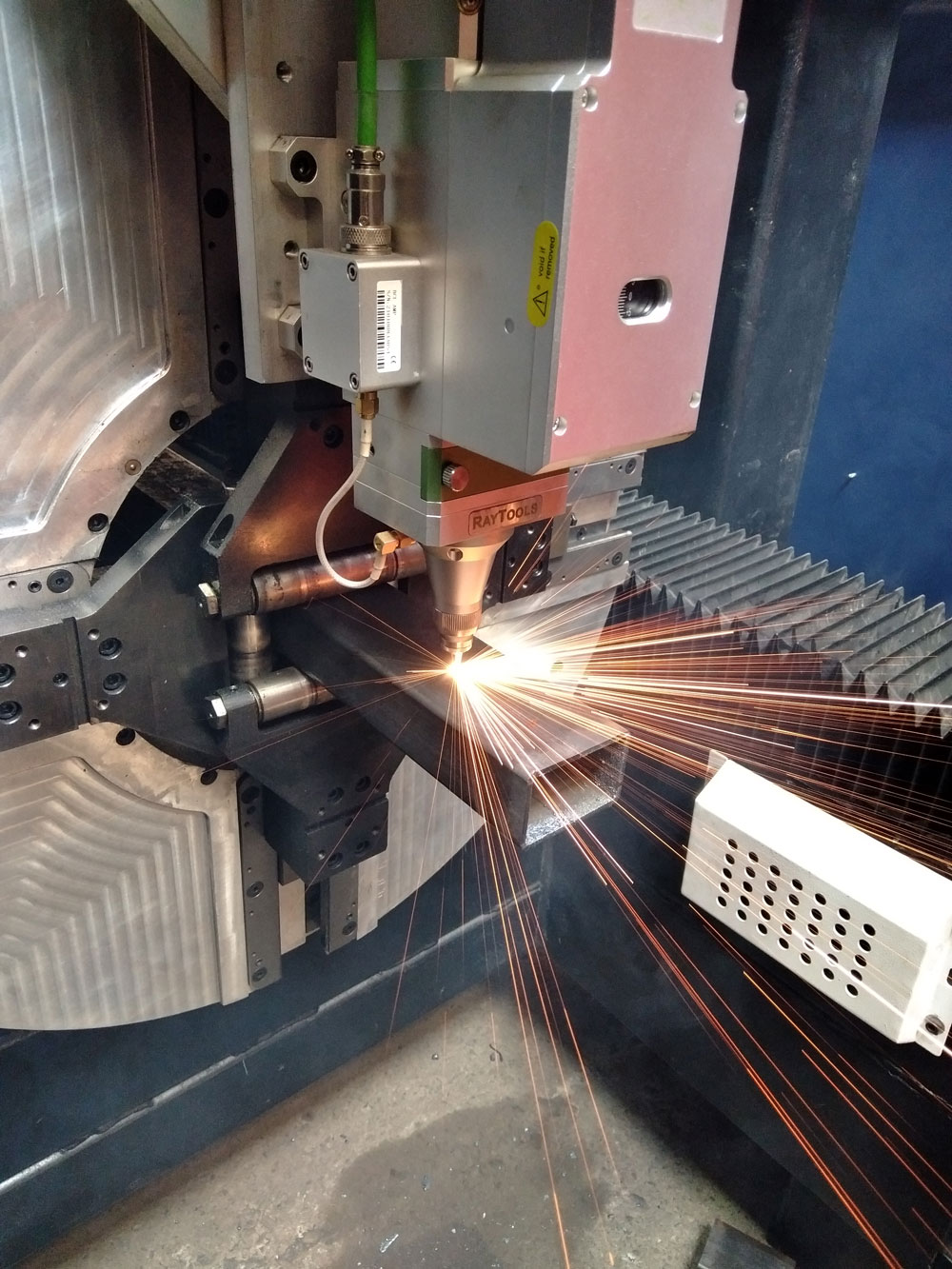
ما با بهره گیری از دستگاههای نسل قدیم و جدید لیزر ( Co2 و Fiber ) قادر به ارائه قیمت مناسب هستیم
زمان بندی
ما با بهره گیری از چندین دستگاه قادر به تولید قطعات شما در کوتاه ترین زمان ممکن هستیم
کیفیت عالی
با داشتن تجهیزات روز دنیا کیفیت کار شما را ضمانت میکنیم
طراحی
تسلط بر نرم افزارهای Autocad و Solidworks -تسلط کامل بر نرم افزارهای مهندسی و Nesting
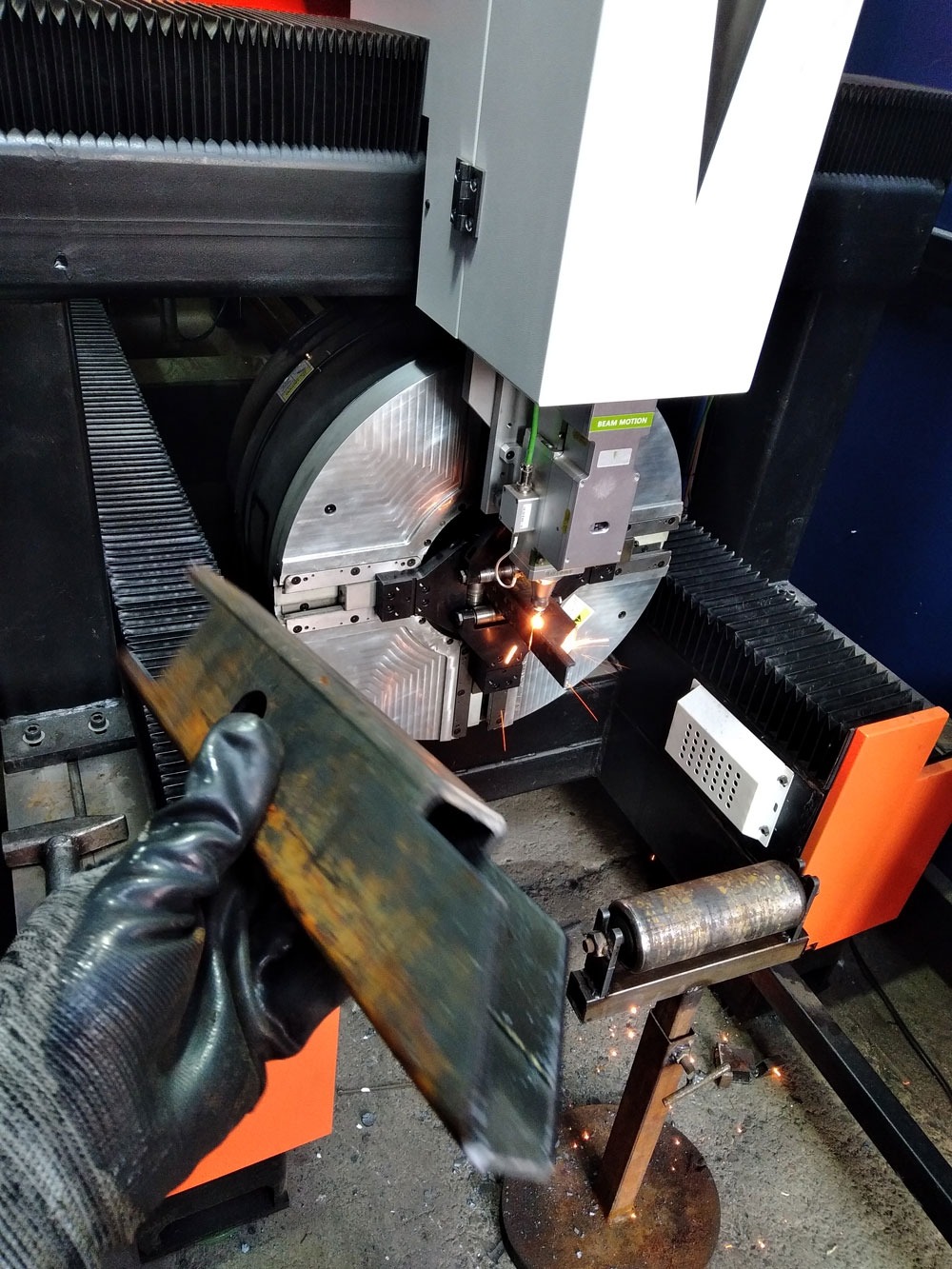
گروه صنعتی ملکی با بهره گیری از 3 کارخانه مجهز به دستگاههای cnc لیزر ، واترجت و پلاسما،خمکاری NC و جوش آرگون و CO2 واقع در تهران خیابان فتح 11 و شهر قدس شهرک صنعتی زاگرس درخواست مشتریان را در کوتاهترین زمان انجام دهد.
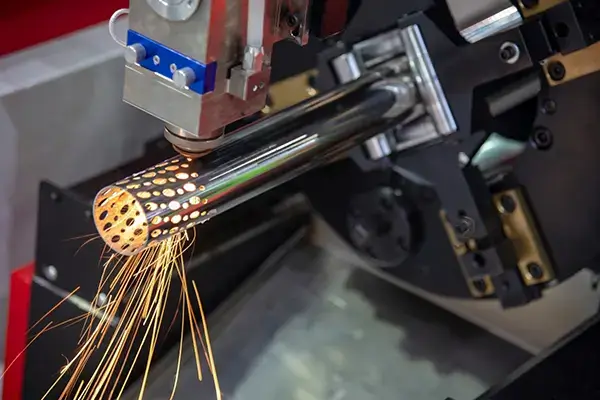
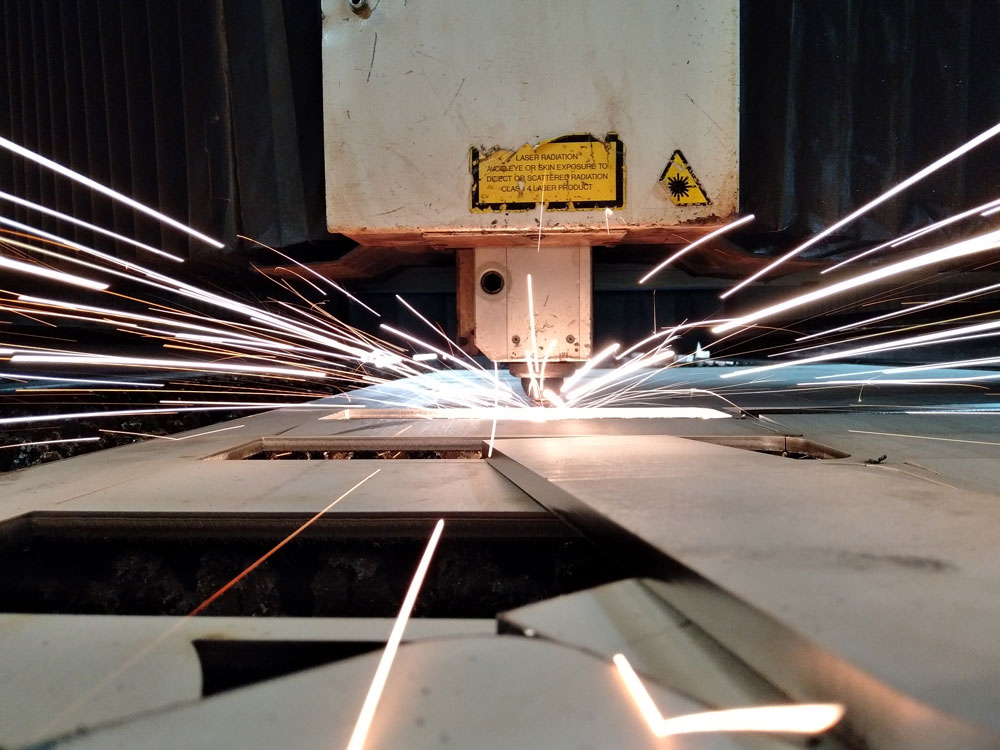
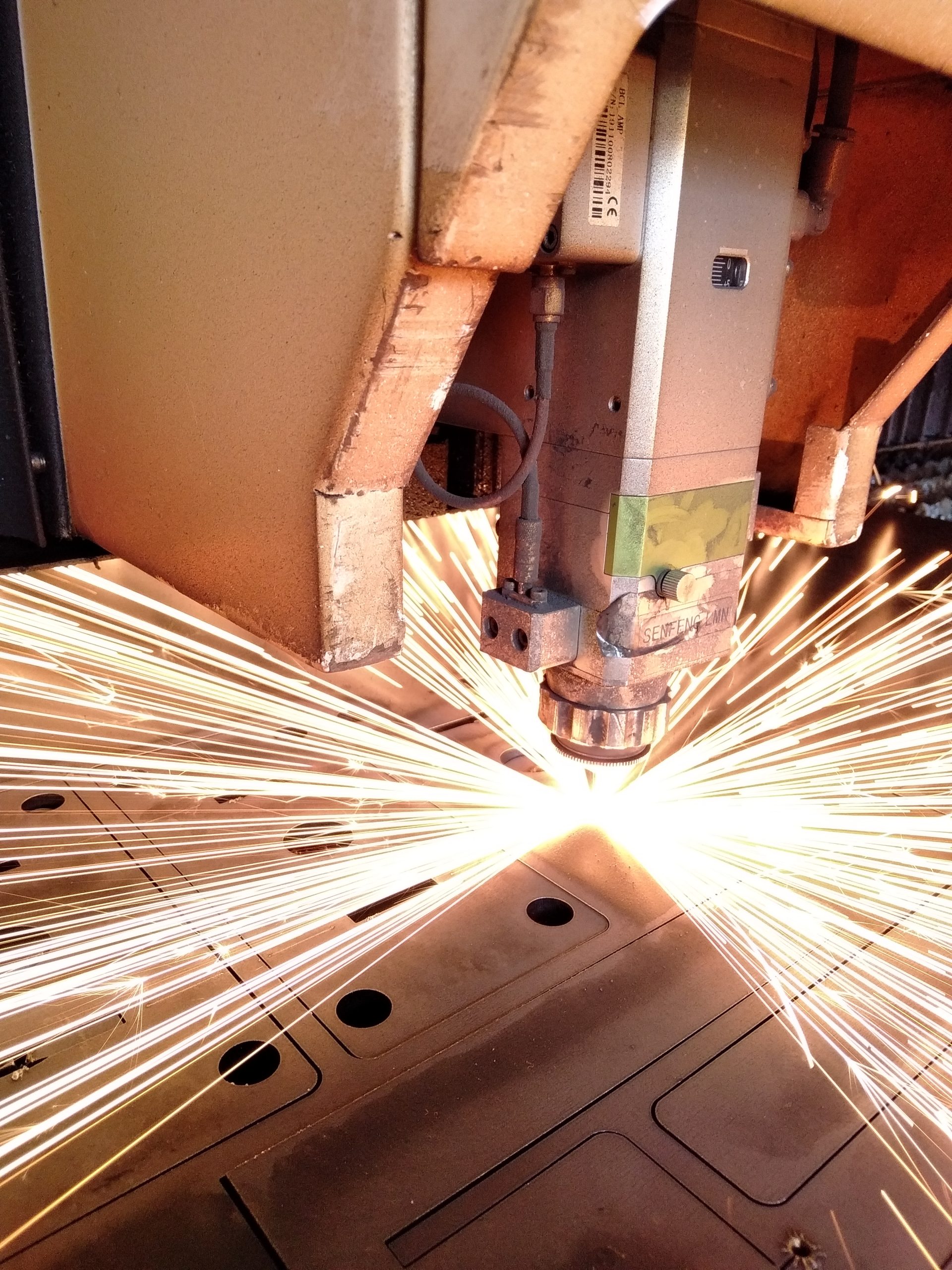
در برش cnc لیزر فرآیندهای برش نسبت به جنس ورق متفاوت است. در برش لیزر آهن گاز مورد استفاده برای برش اکسیژن است. در برش لیزر استیل و آلومینیوم گاز نیتروژن مورد استفاده قرار میگیرد. البته در بعضی مواقع و به درخواست مشتری به دلیل هزینههای کمتر ورقهای استیل با گاز اکسیژن بریده میشود.)
قیمت برش لیزری فلزات به جنس، ضخامت و نقشه بستگی دارد که بعد از دریافت نقشه از مشتری و محاسبه محیط برش آن قیمت دقیق به مشتری اعلام میگردد.
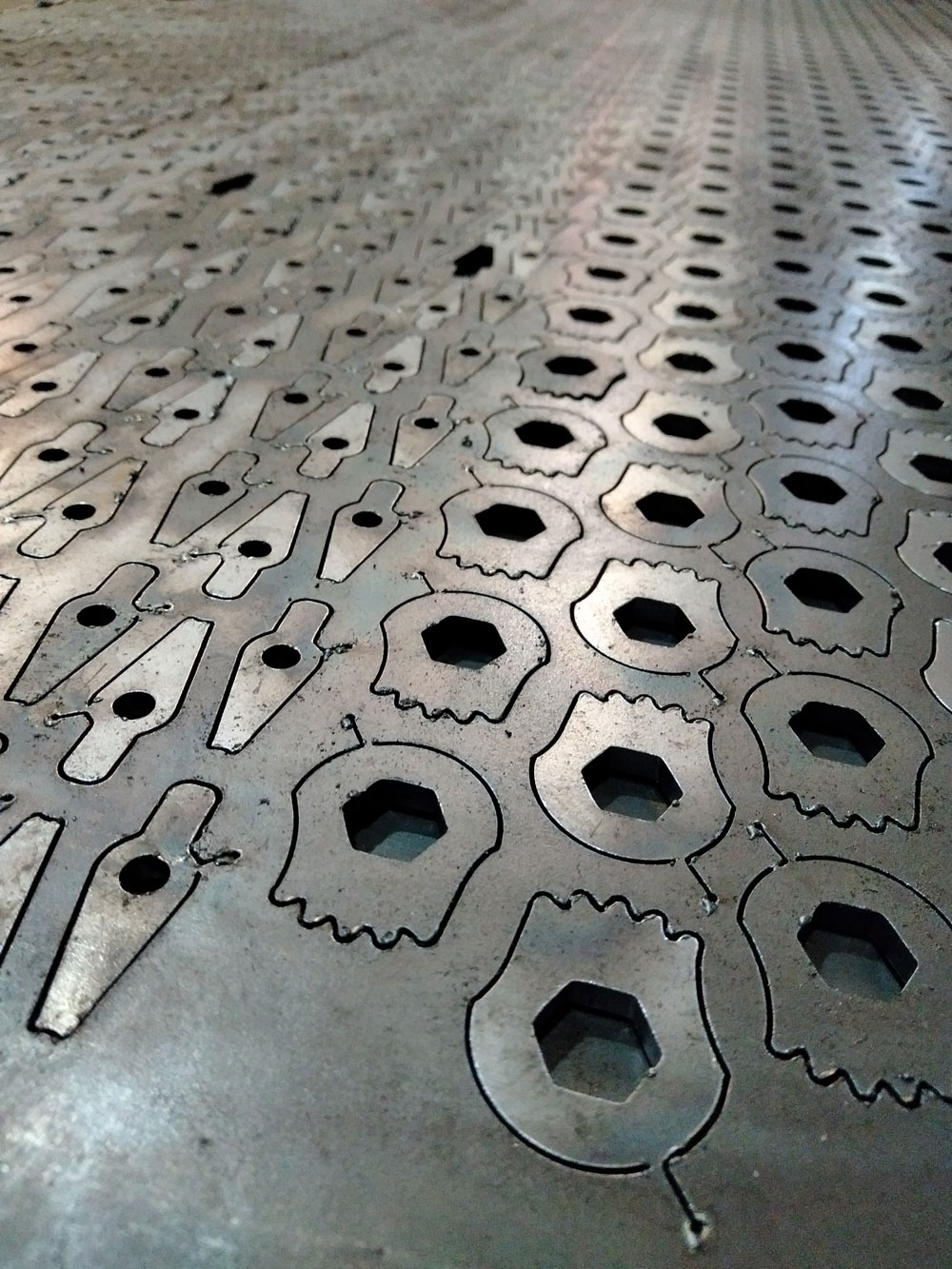
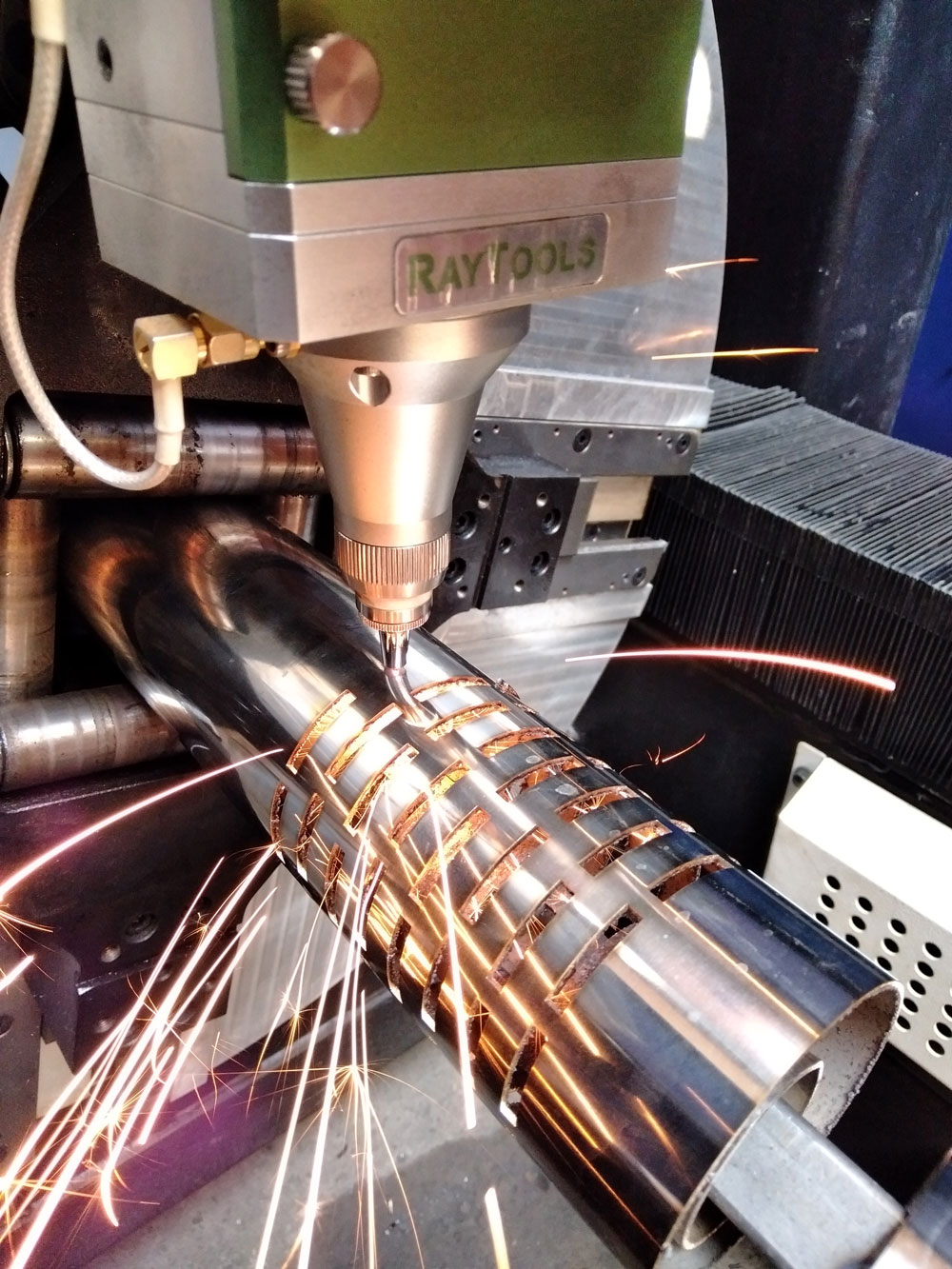
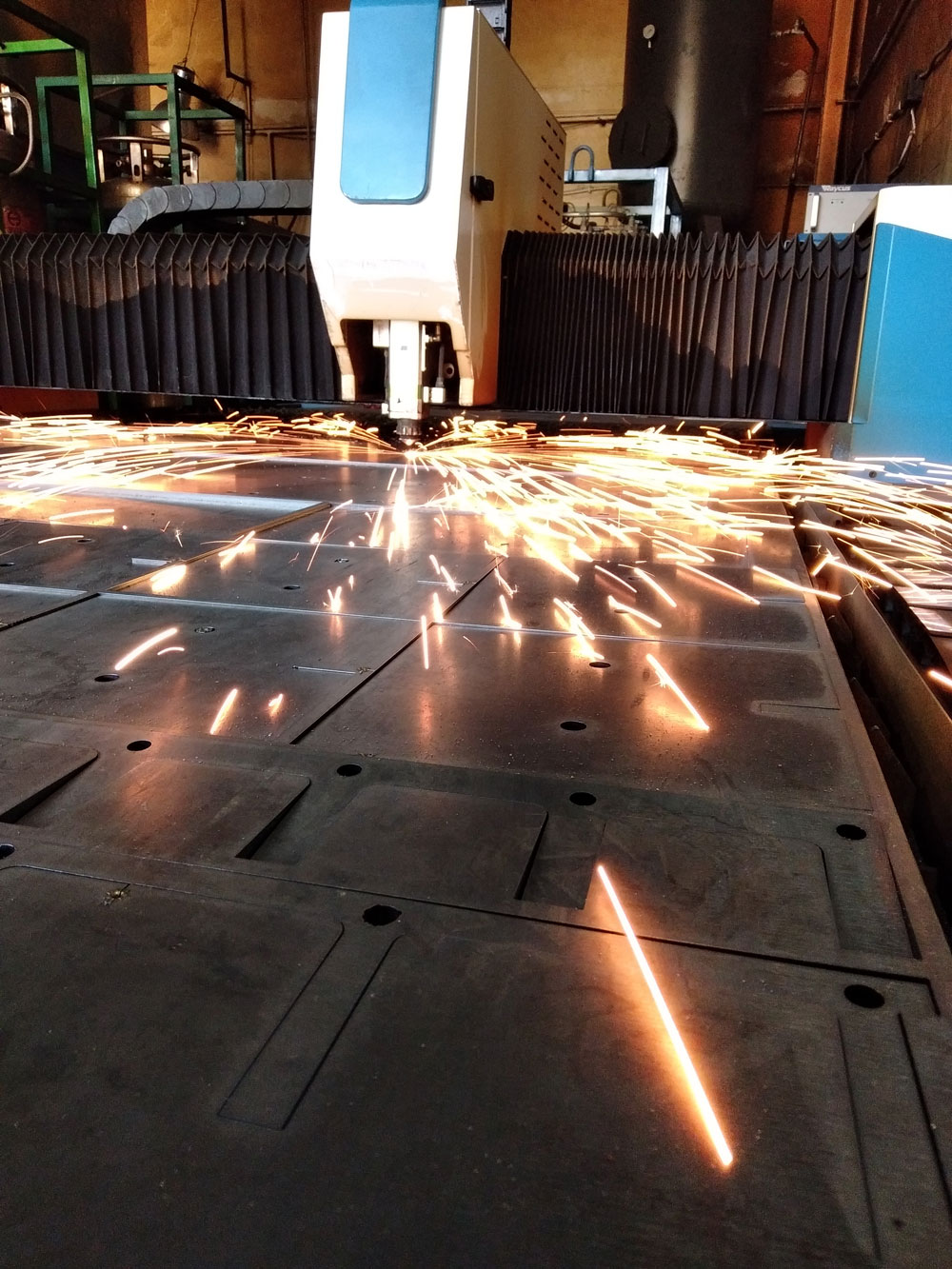
تکنولوژی برش لیزر یکی از پیشرفتهترین و کارآمدترین روشها برای برش فلزات در صنایع مختلف است که به دلیل ویژگیهای خاص خود، جایگاه ویژهای در فرآیندهای تولیدی پیدا کرده است. استفاده از خدمات برش لیزر برای فلزات از دقت و سرعت بالایی برخوردار است و به صنایع مختلف این امکان را میدهد که قطعات پیچیده و با جزئیات ریز را با کمترین خطا و بیشترین کیفیت تولید کنند.
این تکنولوژی در مقایسه با روشهای سنتی مانند برش با اره یا ماشینکاری، مزایای زیادی از جمله کاهش زمان تولید، کاهش ضایعات و افزایش دقت دارد. علاوه بر این، برش لیزر به گونهای طراحی شده است که نیاز به ساخت قالبهای گرانقیمت ندارد و میتوان به راحتی طرحهای پیچیده را بدون محدودیت تولید کرد. در این مقاله به بررسی خدمات برش لیزر فلزات، مراحل و انواع آن پرداخته خواهد شد و اطلاعاتی در مورد قیمت برش لیزر فلزات و نحوه استعلام آن ارائه میشود.
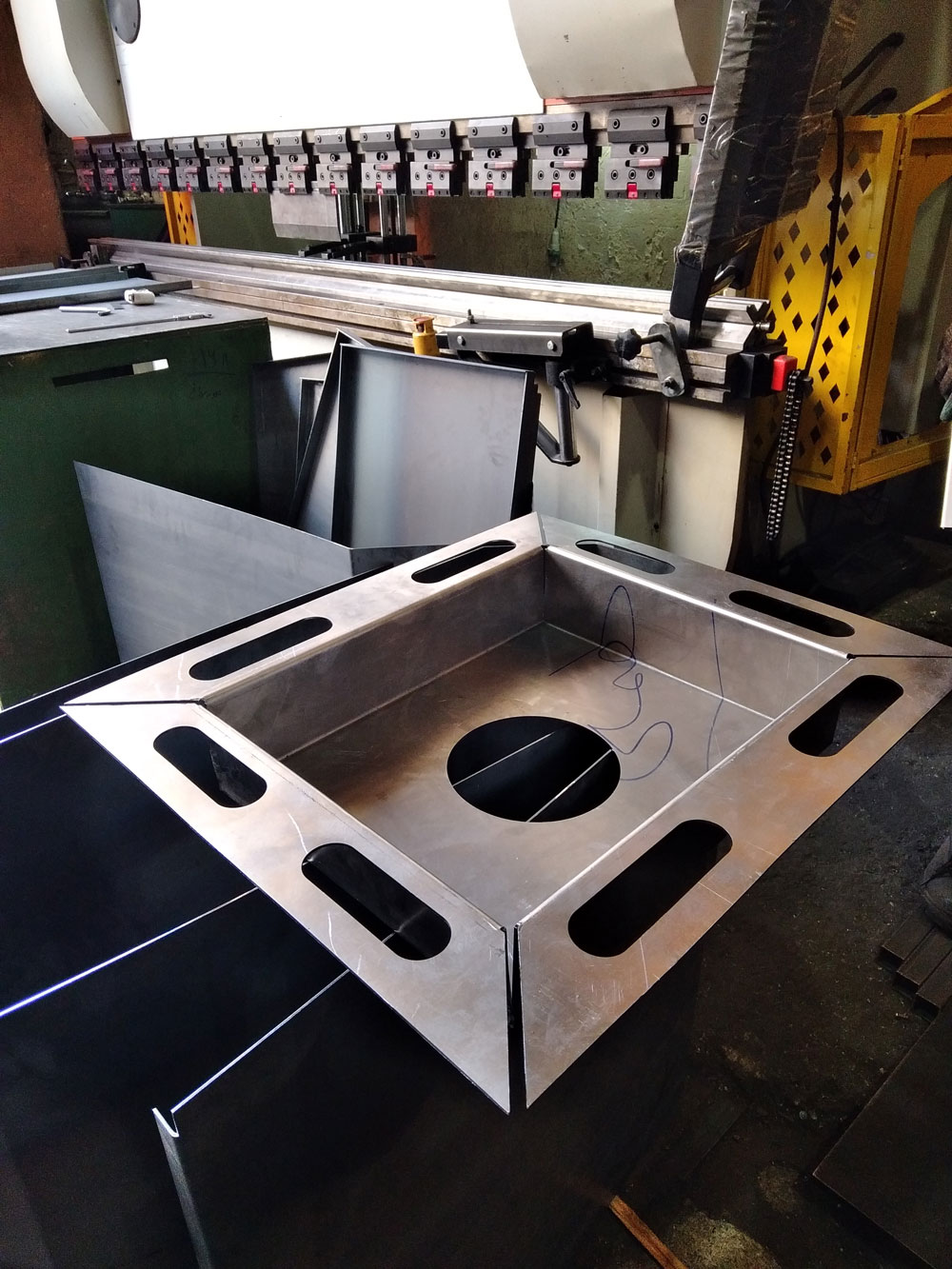
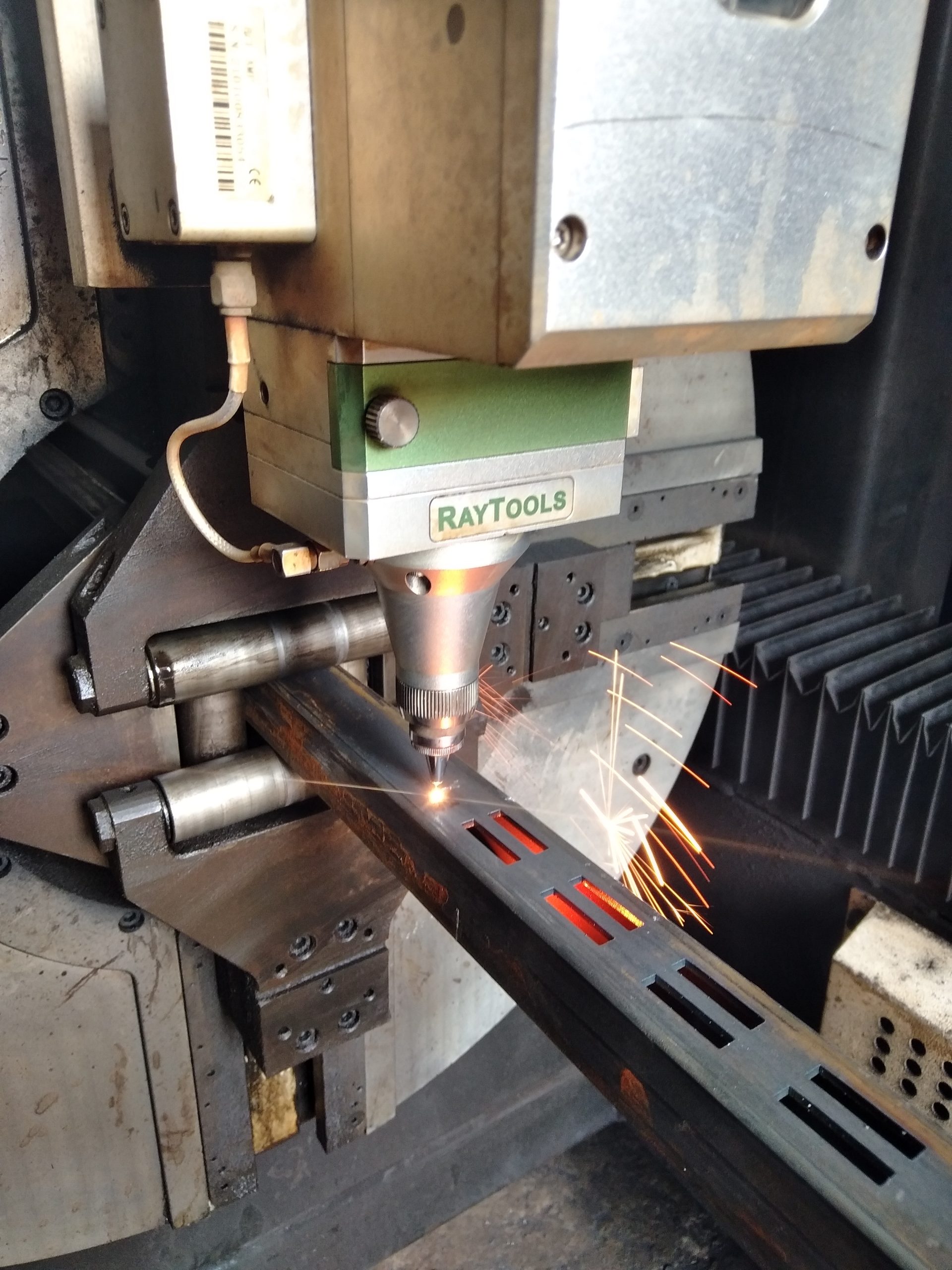
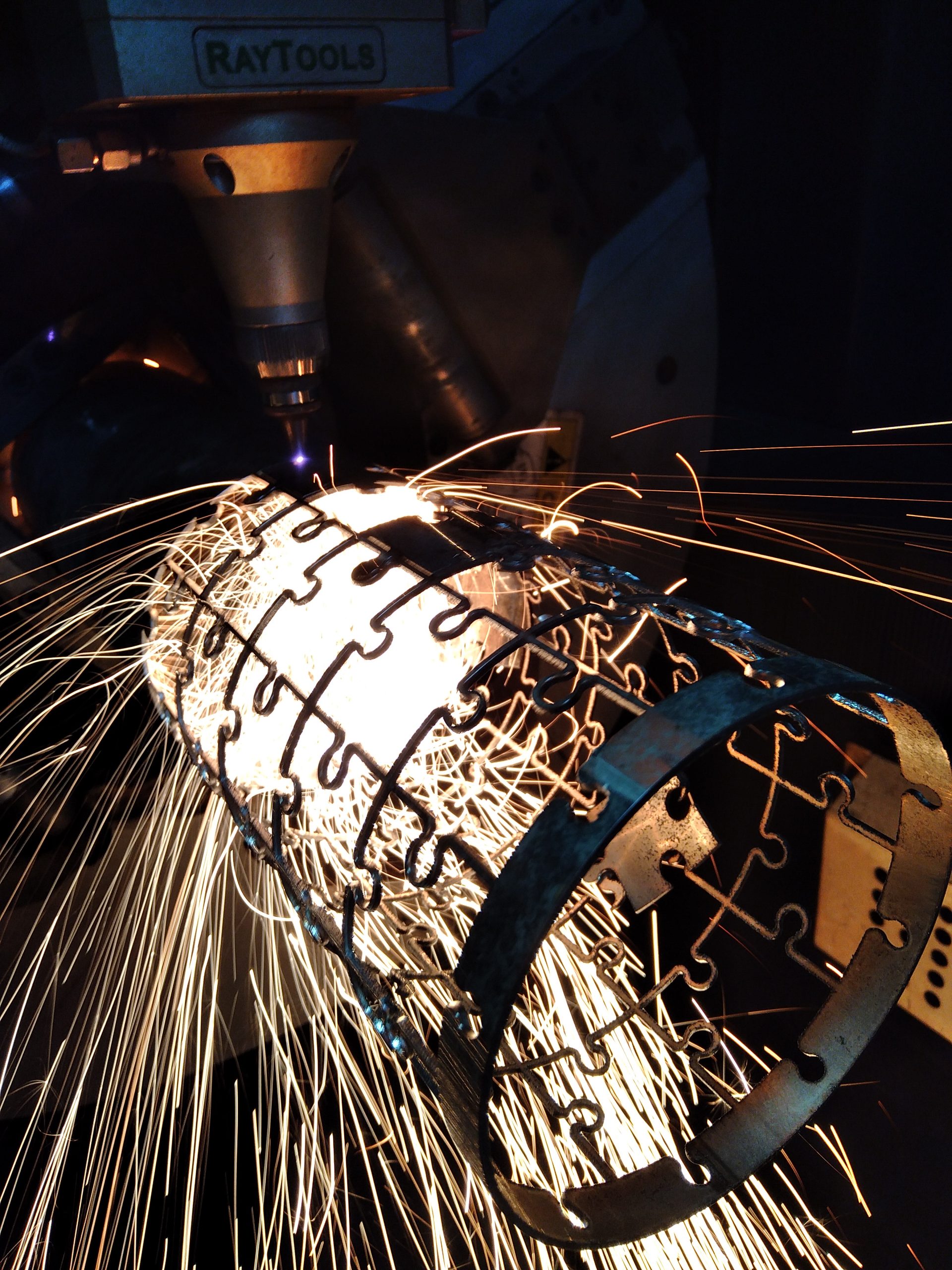
خدمات برش لیزر فلزات شامل فرآیندهایی است که با استفاده از اشعه لیزر، فلزات مختلف مانند استیل، فولاد و آلومینیوم با دقت و کیفیت بالا برش داده میشوند. این خدمات عمدتاً در صنایع مختلف مانند خودروسازی، ساخت قطعات تزیینی، ساخت تجهیزات صنعتی و دیگر کاربردهای مهندسی مورد استفاده قرار میگیرد. با استفاده از این تکنولوژی، امکان ایجاد طرحهای پیچیده و دقیق وجود دارد که در روشهای سنتی برش فلزات قابل دستیابی نبوده است. برش لیزر فلزات همچنین نیاز به استفاده از قالبهای پیچیده را از بین میبرد و ضایعات مواد را به حداقل میرساند. این ویژگیها باعث شده است که برش لیزر یکی از گزینههای محبوب در تولید قطعات فلزی در صنایع مختلف باشد.
مراحل برش لیزر فلزات به شرح زیر است:
برش لیزر فلزات به چند روش مختلف انجام میشود که هرکدام بسته به نیاز فرآیند و نوع فلز مورد نظر انتخاب میشوند. انواع این روشها عبارتند از:
جهت دریافت اطلاعات تکمیلی در مورد قیمت خدمات برش لیزر و فلزات با گروه صنعتی آجین ارتباط برقرار کنید.
قیمت برش لیزر فلزات به عوامل مختلفی بستگی دارد، از جمله ضخامت فلز، نوع فلز، پیچیدگی طرح، حجم سفارش و زمان برش. همچنین هزینههای گاز و مصرف برق دستگاه نیز تأثیرگذار است. برای استعلام قیمت دقیق برش لیزر فلزات، میتوانید از پشتیبانی سایت شرکت آجین کمک بگیرید. تیم پشتیبانی این شرکت آماده است تا با ارائه مشاوره رایگان، شما را در انتخاب مناسبترین گزینه برای برش لیزر راهنمایی کند و قیمتهای دقیق و رقابتی را به شما ارائه دهد.
در پایان، برش لیزر فلزات یکی از نوآورانهترین و کارآمدترین روشهای برش در صنایع مختلف به شمار میرود که به کمک آن میتوان قطعات پیچیده را با دقت و کیفیت بالا تولید کرد. شرکت آجین با بهرهگیری از پیشرفتهترین تکنولوژیها و دستگاههای لیزر، خدمات برش فلزات را با کیفیت عالی و زمان تحویل کوتاه به مشتریان خود ارائه میدهد. این شرکت به عنوان یک پیشگام در صنعت برش لیزر، همواره در تلاش است تا بهترین خدمات را به صنایع مختلف ارائه دهد و نیازهای مشتریان خود را به بهترین نحو برآورده سازد.
بله، برش لیزر میتواند برای انواع فلزات مانند فولاد، استیل، آلومینیوم و مس استفاده شود. انتخاب روش مناسب بستگی به نوع فلز و ضخامت آن دارد.
بله، یکی از بزرگترین مزایای برش لیزر این است که میتواند طرحهای پیچیده و دقیق را با کمترین خطا تولید کند.
هزینه برش لیزر به عواملی مانند ضخامت فلز، پیچیدگی طرح و حجم سفارش بستگی دارد. برای دریافت قیمت دقیق میتوانید با پشتیبانی سایت آجین تماس بگیرید.
مدت زمان انجام برش لیزر بسته به اندازه و پیچیدگی قطعه متفاوت است. معمولاً این فرآیند سریعتر از روشهای سنتی است و زمان تحویل کوتاهی دارد.