ویژگی ها
برش cnc واترجت (kmt آمریکا)
با قدرت 3600 psi
دقت 0.3 میلیمتر
برش آهن ، استیل ، آلمینیوم ، مس ، برنج ، سنگ ، سرامیک ، شیشه ، چوب ، کامپوزیت ، تفلون ، فیبراستخوان و غیره تا ضخامت 100 میلیمتر
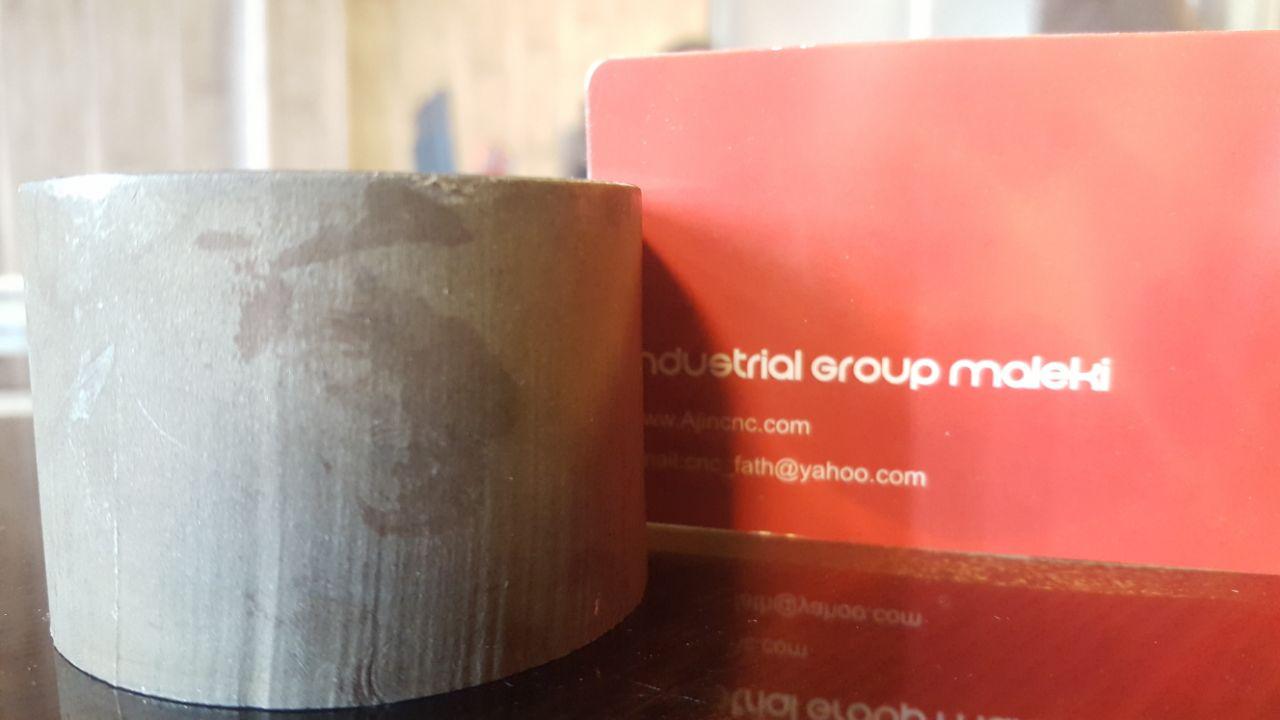
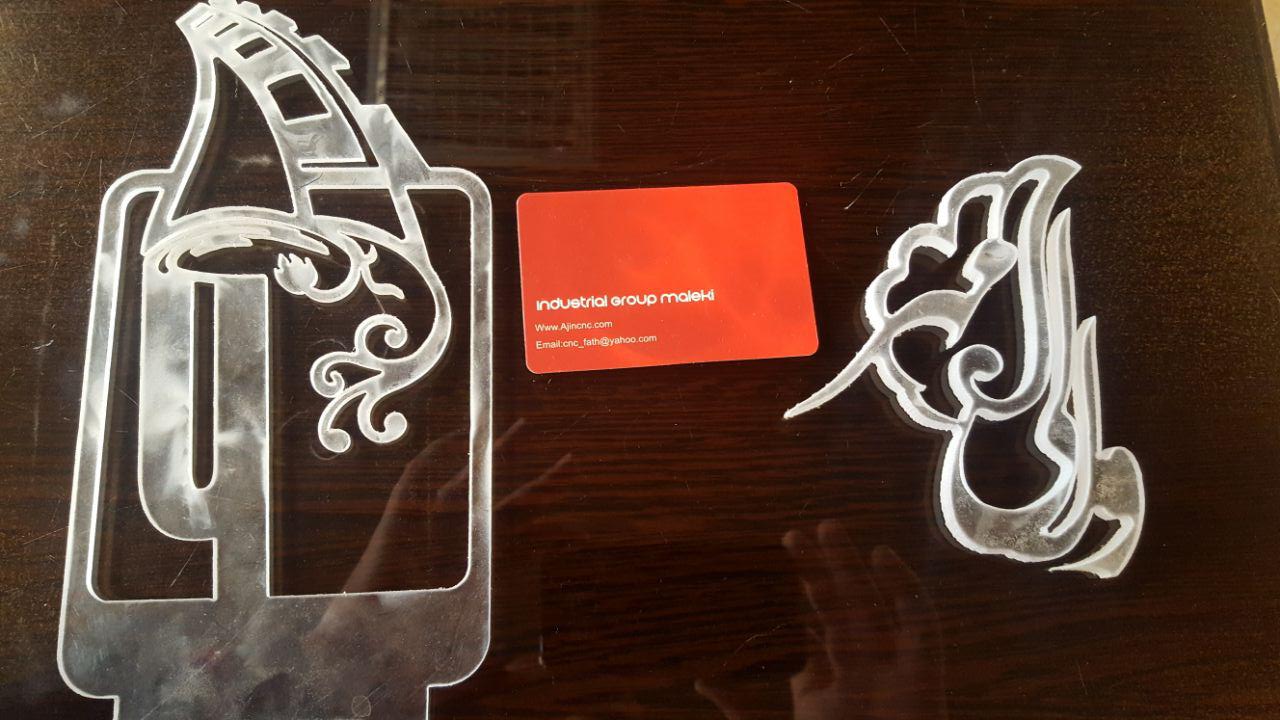
عکس ها

48 میل آهن
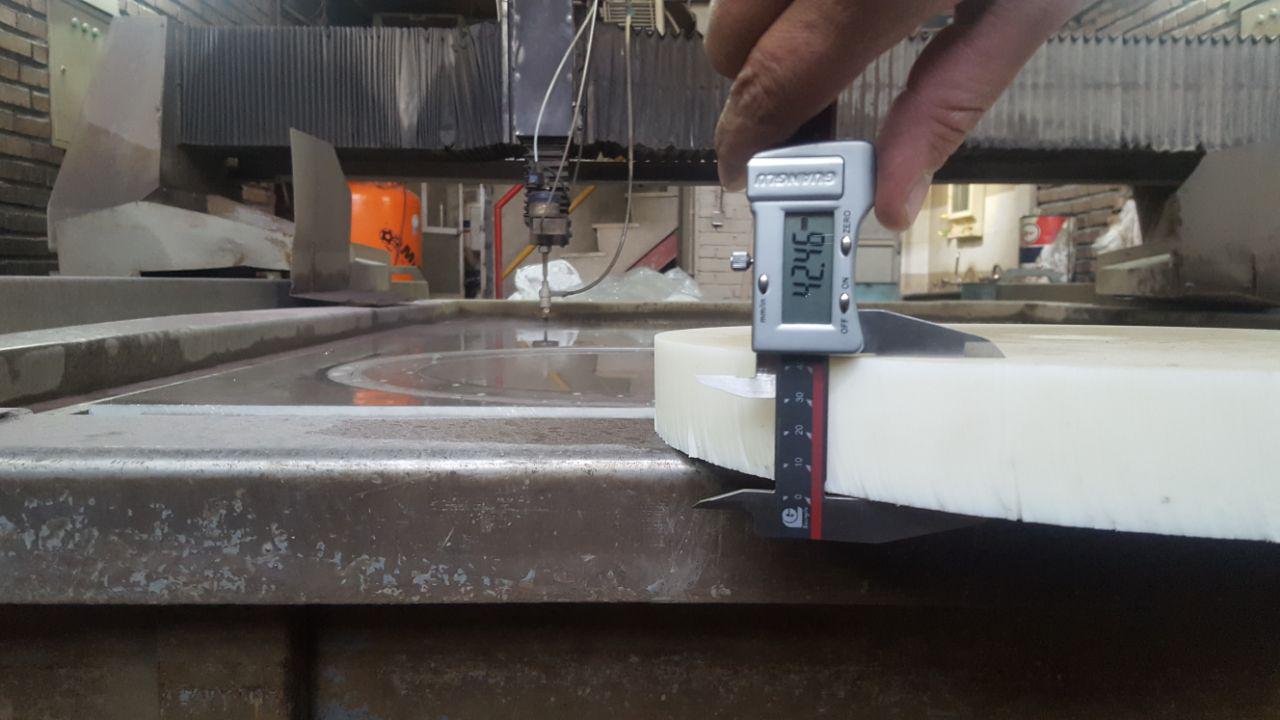
42 میل تفلون ضد سایش
40 میل آهن

5 میل پیک
5 میل پلی کربنات

8 میل سرامیک

60 میل آهن

3 میل شیشه

10 میل سنگ
چه موادی را میتوان با برش CNC واتر جت برش داد؟
یکی از مهمترین مزایای برش cnc واتر جت، قابلیت برش طیف گستردهای از مواد مختلف است. بسیاری از روشهای برش تنها برای گروه خاصی از مواد کاربرد دارند، اما واتر جت محدودیتهای بسیار کمتری دارد و میتواند برای پروژههای صنعتی، ساختمانی، دکوراتیو و تولیدی مورد استفاده قرار گیرد.
فلزات مختلف مانند فولاد، استیل، آلومینیوم، مس، برنج و تیتانیوم از جمله متریالهایی هستند که با استفاده از این فناوری قابل برش هستند. علاوه بر فلزات، انواع سنگهای طبیعی مانند گرانیت، مرمر و تراورتن نیز با دقت بالا توسط دستگاه واتر جت برش داده میشوند.
همچنین متریالهایی مانند سرامیک، شیشه، پلکسی گلاس، کامپوزیت، لاستیک، فوم و پلاستیکهای صنعتی نیز از جمله موادی هستند که به کمک برش cnc واتر جت میتوان آنها را بدون ایجاد آسیب حرارتی پردازش کرد. همین تنوع باعث شده است صنایع مختلف به استفاده از این فناوری روی بیاورند.
مقایسه برش CNC واتر جت با برش لیزر
بسیاری از مشتریان هنگام سفارش خدمات برش، بین فناوری لیزر و واتر جت مردد هستند. هر دو روش دارای مزایا و کاربردهای خاص خود هستند اما تفاوتهای مهمی نیز دارند.
| ویژگی | برش CNC واتر جت | برش لیزر |
|---|---|---|
| ایجاد حرارت | ندارد | دارد |
| کیفیت لبه برش | بسیار بالا | بالا |
| برش مواد ضخیم | بسیار مناسب | محدودتر |
| برش سنگ و سرامیک | بسیار مناسب | محدود |
| تغییر خواص متریال | ندارد | احتمال دارد |
| برش فلزات نازک | مناسب | بسیار سریع |
در پروژههایی که حفظ خواص فیزیکی و شیمیایی قطعه اهمیت زیادی دارد، معمولا برش cnc واتر جت انتخاب مناسبتری محسوب میشود.
کاربردهای برش CNC واتر جت در صنایع مختلف
گسترش کاربرد این فناوری باعث شده است بسیاری از صنایع به صورت روزمره از خدمات واتر جت استفاده کنند. دقت بالا و امکان برش طرحهای پیچیده موجب شده است این فناوری تنها محدود به صنایع سنگین نباشد.
صنعت ساختمان
در صنعت ساختمان از برش cnc واتر جت برای برش سنگهای نما، سرامیک، کاشیهای دکوراتیو و قطعات فلزی استفاده میشود. امکان اجرای طرحهای پیچیده باعث شده است طراحان معماری آزادی عمل بیشتری در اجرای ایدههای خود داشته باشند.
صنعت خودروسازی
بسیاری از قطعات فلزی و کامپوزیتی خودروها توسط واتر جت برش داده میشوند. عدم ایجاد تنش حرارتی باعث میشود خواص مکانیکی قطعات حفظ شود و کیفیت نهایی افزایش پیدا کند.
صنایع نفت، گاز و پتروشیمی
در این صنایع قطعاتی با ضخامت بالا و جنسهای خاص مورد استفاده قرار میگیرند. برش cnc واتر جت به دلیل قدرت بالا و دقت مناسب میتواند این قطعات را بدون تغییر ساختار متریال برش دهد.
صنایع هوافضا
دقت بسیار بالا و عدم ایجاد منطقه متاثر از حرارت باعث شده است واتر جت یکی از فناوریهای پرکاربرد در صنایع هوافضا باشد. بسیاری از قطعات حساس هواپیماها و تجهیزات فضایی با استفاده از این روش تولید میشوند.
تاثیر ضخامت متریال بر کیفیت برش واتر جت
ضخامت قطعه یکی از مهمترین عوامل موثر بر فرآیند برش است. هرچه ضخامت متریال بیشتر باشد، تنظیمات دستگاه باید با دقت بیشتری انجام شود تا کیفیت برش حفظ شود.
در دستگاههای پیشرفته واتر جت امکان برش قطعاتی با ضخامت چندین سانتیمتر وجود دارد. البته برای دستیابی به بهترین کیفیت ممکن است سرعت برش کاهش پیدا کند. این موضوع باعث میشود لبههای برش صافتر و یکنواختتر باشند و نیاز به عملیات تکمیلی کاهش یابد.
کارشناسان آجین CNC با توجه به نوع متریال و ضخامت قطعه، بهترین تنظیمات را برای هر پروژه انتخاب میکنند تا نتیجه نهایی از نظر دقت و کیفیت در بالاترین سطح قرار داشته باشد.
عوامل موثر بر دقت برش CNC واتر جت
دقت نهایی در فرآیند واتر جت به عوامل مختلفی وابسته است. کیفیت تجهیزات مورد استفاده، نوع نازل، فشار آب، کیفیت مواد ساینده و مهارت اپراتور همگی بر نتیجه نهایی تاثیر میگذارند.
یکی دیگر از عوامل مهم، کیفیت فایل طراحی است. هرچه فایل CAD و نقشههای اجرایی دقیقتر باشند، قطعه نهایی نیز با دقت بیشتری تولید خواهد شد. به همین دلیل در پروژههای حساس معمولا قبل از شروع فرآیند برش، نقشهها به دقت بررسی میشوند.
چرا خدمات برش CNC واتر جت آجین CNC؟
انتخاب مجری مناسب برای خدمات برش، به اندازه انتخاب فناوری اهمیت دارد. حتی بهترین دستگاهها نیز بدون دانش فنی و تجربه کافی نمیتوانند کیفیت مطلوبی ارائه دهند.
مجموعه آجین CNC با بهرهگیری از تجهیزات پیشرفته و تیم متخصص، خدمات برش انواع فلزات، سنگ، سرامیک و متریالهای صنعتی را با دقت بالا ارائه میدهد. کنترل دقیق فرآیند تولید، رعایت استانداردهای کیفی و ارائه مشاوره تخصصی باعث شده است بسیاری از صنایع برای اجرای پروژههای خود به این مجموعه اعتماد کنند.
علاوه بر این، امکان اجرای طرحهای پیچیده، تولید قطعات سفارشی و تحویل پروژهها در زمان مناسب از دیگر مزایای همکاری با آجین CNC به شمار میرود.
نکات مهم هنگام سفارش برش واتر جت
برای دستیابی به بهترین نتیجه، بهتر است قبل از ثبت سفارش اطلاعات کاملی از پروژه در اختیار مجموعه مجری قرار دهید:
- نوع متریال مورد استفاده
- ضخامت قطعه
- تعداد قطعات مورد نیاز
- فایل طراحی یا نقشه فنی
- میزان دقت مورد انتظار
- زمان تحویل پروژه
ارائه این اطلاعات باعث میشود فرآیند برآورد هزینه و اجرای پروژه با سرعت و دقت بیشتری انجام شود.
آینده فناوری برش CNC واتر جت
توسعه نرمافزارهای طراحی و سیستمهای کنترل عددی باعث شده است فناوری واتر جت هر سال پیشرفتهتر شود. افزایش دقت دستگاهها، کاهش مصرف مواد ساینده و بهینهسازی مصرف انرژی از جمله روندهایی هستند که آینده این صنعت را شکل میدهند.
با توجه به نیاز روزافزون صنایع به برش دقیق و بدون تنش حرارتی، انتظار میرود استفاده از برش cnc واتر جت در سالهای آینده بیش از پیش گسترش پیدا کند و نقش پررنگتری در تولید قطعات صنعتی و پروژههای مهندسی داشته باشد.
سوالات متداول
1. برش CNC واتر جت برای چه موادی مناسب است؟
برش CNC واتر جت قابلیت برش طیف گستردهای از مواد از جمله فولاد، استیل، آلومینیوم، مس، برنج، سنگ، سرامیک، شیشه، کامپوزیت، لاستیک و پلاستیکهای صنعتی را دارد و بدون ایجاد آسیب حرارتی، کیفیت بالایی ارائه میدهد.
2. مزیت برش CNC واتر جت نسبت به برش لیزر چیست؟
مهمترین مزیت برش CNC واتر جت عدم ایجاد حرارت در حین فرآیند برش است. این ویژگی باعث میشود ساختار و خواص متریال تغییر نکند و لبههای برش با کیفیت بالاتری ایجاد شوند.
3. هزینه خدمات برش واتر جت چگونه محاسبه میشود؟
هزینه برش واتر جت به عواملی مانند نوع متریال، ضخامت قطعه، میزان پیچیدگی طرح، متراژ برش، دقت مورد نیاز و مصرف مواد ساینده بستگی دارد. برای دریافت قیمت دقیق، بررسی نقشه و مشخصات پروژه ضروری است.
4. حداکثر ضخامت قابل برش با دستگاه واتر جت چقدر است؟
دستگاههای پیشرفته واتر جت میتوانند متریالهای مختلف را در ضخامتهای بالا برش دهند. میزان دقیق ضخامت قابل برش به جنس قطعه، توان دستگاه و کیفیت مورد انتظار بستگی دارد، اما در بسیاری از پروژههای صنعتی امکان برش قطعات با ضخامت چندین سانتیمتر وجود دارد.